
Thriving By Honing The Hard Stuff
Advanced machines, a healthy tooling supply and years of experience allow a Texas shop to take on honing jobs that others simply can’t do. A good portion of that complex work is tubes for offshore oil rigs. These components require bores that must maintain straightness and accuracy over lengths approaching 50 feet.
.jpg;width=70;height=70;mode=crop;format=webp)

When honing parts that have slots such as the ones in these housings, the shop either plugs the holes prior to honing or uses round tooling that won’t push into the slots.

Innovative fixturing and other proprietary techniques allow this shop to accurately hone tricky, off-center holes in long parts.
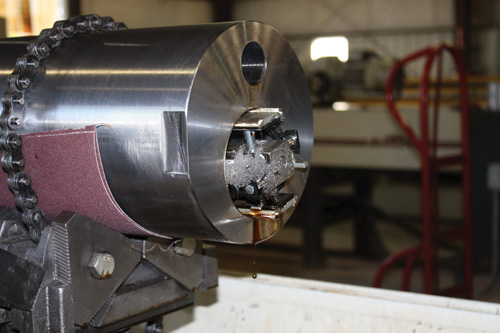
The “steel wool” seen on this tool demonstrates the significant amount of material that honing can remove. In some cases, aggressive honing is a better alternative to gundrilling or boring when the goal is to remove a lot of material quickly.

The shop’s owner guesses he has more than $2 million of tooling in-house. This wealth of available tooling allows the shop to take on a variety of work while turning orders quickly.



All Larry Robinson’s shop does is create holes in his customers’ parts or make existing holes in their parts more accurate. Sounds simple, right? Well, it isn’t, especially considering the tight tolerances, the challenging materials and the overall size of some of the work that flows through his Tomball, Texas shop.
Hole Specialists, which opened in 1993, doesn’t do “me too” work. Mr. Robinson says that’s why his 40-person hole-making shop is thriving while others aren’t. It’s a one-stop drilling, boring and honing operation that has some impressive equipment.



Take its gundrilling capabilities, for example. Hole Specialists is one of just a handful of shops capable of gundrilling holes that are 200 to 600 times as long as their diameters. Those diameters can range from 0.078 to 5.5 inches. It also boasts what is said to be the world’s largest gundrilling machine. The custom 157,000-pound behemoth can handle parts weighing as much as 50,000 pounds and drill 4.5-inch-diameter holes on a 79-inch bolt circle in one fixturing.
Most of the parts the shop drills require honing to bring bores to their specified straightness, size tolerance, surface finish and crosshatch angle. The shop has 11 honing machines, all from Sunnen, that might be used to hone away just a few thousands of an inch or hog a couple inches of stock from an existing hole. The latter applications require machines with substantial power and tooling that can stand up to aggressive cutting.
Although Hole Specialists has 700 active customers in diverse industries such as automotive, medical, plastics, printing, chemical and food, the oil industry—specifically companies needing components for offshore rigs—represents the biggest portion of its business. Offshore oil tubes and related components are some of the most difficult jobs any hole-making shop will encounter. They are commonly manufactured from exotic materials and require hole accuracies that must be maintained for very long lengths. That said, Hole Specialists’ honing capacity and expertise enable it to create precise, 18-inch-diameter holes in tubes as long as 50 feet, if necessary. The shop also excels in honing off-center holes often found in these components, thanks to specialized fixturing and proprietary practices.
Mr. Robinson shares a few ways his shop meets the challenges inherent in honing components for offshore oil applications.
Overcoming Honing Hurdles
Many of the offshore oil components the shop processes are long tubes. The prime challenge honing these parts is maintaining straightness, surface finish, diameter accuracy and wall thickness consistency along their entire lengths. This is crucial so that “down-hole” tools can descend thousands of feet within tubes without becoming stuck. For instance, a 42-foot-long tube with an 8-inch diameter and wall thickness of 0.7 inch requires straightness to 0.003 inch on all sides for the entire length. In addition, surface finishes for such tubes commonly range from 4 to 6 microinches.
The materials used for these applications add to the processing complexity. Materials for sub-sea oil rig components must be able to withstand wear, corrosion and extreme temperature, pressure and vibration. They are often machined from Inconel, Hastalloy, stainless steel, high-nickel-content alloys and even hard-chromed parts. Keys elements that allow the shop to succeed in honing these parts include:
• Aggressive equipment—The shop has a number of high-power honing machines. Its most recent purchases were two Sunnen GH-210 heavy-duty machines. The all-hydraulic-drive GH-210 has a 25-horsepower spindle, making it one of the most powerful horizontal honing machines available. Some machine models enable ID honing from 1 to 16 inches, while other models can hone IDs as large as 40 inches. Hole Specialists’ two GH-210 machines have 25-foot strokes, which allows them to hone tubes as long as 50 feet, when working from either end of a tube.
Because of their available power and capability to remove a significant amount of material, the GH-210 machines can be viable alternatives to gundrilling and boring operations. Mr. Robinson notes that it is sometimes faster to hone out a hole 0.25 inch rather than drilling or reaming a hole 0.25-inch larger. The key is to have a machine that can withstand the load encountered when pushing through a good deal of material while delivering a quality surface finish.
• Massive tooling inventory—Mr. Robinson estimates that his shop has approximately $2 million in honing heads and related tooling on hand. He’s made this investment largely because of the unpredictability of the contract shop business. Because the types of jobs and workpiece materials can vary so greatly, it’s simply not feasible to wait until a new job arrives before ordering tooling. That’s why the shop maintains a range of Sunnen abrasives, including aluminum oxide, silicon carbide, CBN and diamond, to turn jobs as quickly as possible.
• Special fixturing—Fixturing plays a vital role in Hole Specialists’ success, and the shop uses a number of Sunnen workholding devices. That said, some applications, oftentimes those that require off-center honing, need alternate fixturing techniques and equipment. Over the years, the shop has developed a number of fixturing methods—many of which are proprietary—for such applications.
For example, when honing a tube that has a relatively thin wall thickness, the shop will often make a sleeve and insert the tube inside it. This prevents the tube from expanding due to honing pressure and ensures that the honing operation will maintain proper straightness.
Sometimes extremely large parts call for extreme measures. In one case, a block was too big to be fixtured in a conventional manner on a machine. Not deterred, the shop partially disassembled one of its honing machines and fixtured the part off the machine in order to hone the hole.
• Accurate measurements—Delivering precise diameter and straightness is critical to avoid a “stuck tool” thousands of feet below the ocean’s surface. A hole that bows by just 0.005 inch can cause a part moving inside to stick. In sub-sea drilling, the problem can also occur because drill pipe from the surface isn’t always perfectly vertical. A 43-inch-long component, for example, may need to pass through a pipe sloping through a 90-degree bend. To avoid problems, the American Petroleum Institute requires pipe and cylindrical tools to be certified for their drift diameter. Depending on the parts, diameter tolerances may be as small as 0.0002 inch.
Determining straightness can involve both art and science depending on whether the part being honed is a 24-inch-long component or the 42-foot drill tube through which it must pass. Hole Specialists uses ultrasound through the pipe wall to determine internal concentricity from one end of a long tube to the other. To ensure precise diameter on relatively short parts, the company uses Sunnen dial bore gages. It will check at least six different angles on a 24-inch liner, for example. However, that approach is not practical on very long parts. For those parts, final inspection for cylindricity and roundness often involves physically sliding a drift gage through the entire length to make sure it clears.
All About Service
Mr. Robinson looks at his shop as a service business. He feels that what sets Hole Specialists apart is not just its versatility and machining capabilities, but its responsiveness to its customers. Clearly, the shop’s customers realize that, given his business is up 12 percent this year. And because the shop can do what others can’t, success is expected to continue for a long time.














Related Content

Five-Axis Changes Weldments Into Monolithic One-Piece Parts
Moving from welding to five-axis machining enabled Barbco to redesign its weldments as monolithic one-piece parts with improved strength and repeatability.
Read More
3+3 Air Chuck Features Extended Stroke and Self-Centering
To keep up with the demands of the oil and gas industry, SMW Autoblok introduces BBFZA2G Air Chuck, featuring an extended stroke clamping range and three self-centering jaws.
Read More
Dielectric Oil Dramatically Reduces EDM Maintenance
Plagued by repeated small fires that interrupted its wire EDM throughput, this cutting tool manufacturer changed its dielectric oil and both eliminated fires and reduced its oil consumption.
Read More
4-way Bed Precision Lathe Features Automated Cycles
Long and thin workpieces can be machined without reclamping on this new machine from Weiler, according to the company.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More