
Tight Tolerances And Trial Runs
This contract shop is committed to difficult jobs. The shop often takes on a job without knowing how the part will be made.
.jpg;width=70;height=70;mode=crop;format=webp)



The shop is divided into areas for EDM and conventional machining. Equipment includes six wire EDM machines and seven vertical machining centers.

Making parts that have narrow requirements for both tolerances and delivery times affects the choice of inspection technology as much as it shapes machining capabilities. A high-end CMM is one of the shop's most significant investments.

Communication is emphasized as a way to avoid costly errors. Grease boards at each machine encourage operators to share information. Work instructions for each job are very detailed.

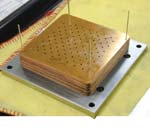
The square "base" of this unfinished part is built-in workholding. It was machined as part of the EDM cycle specifically so it could be used for clamping and locating during the machining center cycle. As soon as the part is complete, the base will be machined away.
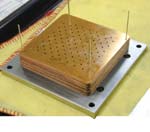
Using EDM to machine the tiny holes in this part was a challenge, because the part's copper and molybdenum layers tended to separate. The shop overcame this challenge through experimentation.
Using EDM to machine the tiny holes in this part was a challenge, because the part's copper and molybdenum layers tended to separate. The shop overcame this challenge through experimentation.

Communication is emphasized as a way to avoid costly errors. Grease boards at each machine encourage operators to share information. Work instructions for each job are very detailed.

Communication is emphasized as a way to avoid costly errors. Grease boards at each machine encourage operators to share information. Work instructions for each job are very detailed.

The shop is divided into areas for EDM and conventional machining. Equipment includes six wire EDM machines and seven vertical machining centers.
Colorado Aerospace has been experimenting from the beginning. The search for more effective machining techniques occupied the Boulder, Colorado, contract shop for several months before the shop officially opened for business in 1999. The effort also consumed much of the shop's available cash, depleting a Small Business Administration loan before the company had even opened its doors.
But the time and money were spent fruitfully, says company president Jack Cahn. The experimentation involved the shop's first CNC machine tool, a five-axis wire EDM machine. The shop used this machine to produce sample parts impressive enough in terms of geometry, cycle time and precision to win the attention of potential customers who have the most challenging work up for bid—a list that includes OEMs in the medical and communications industries and suppliers to NASA. Focusing the attention of his company on this high-end work is the best way Mr. Cahn sees to make his shop viable and successful in a market where more traditional contract machining businesses increasingly are struggling. And experimentation—both to refine existing techniques and to find ways to machine parts that befuddle other shops—continues to be an important factor in winning this high-end work.



For the work that Colorado Aerospace pursues, Mr. Cahn has certain specific criteria in mind. The ideal jobs have all of these characteristics in common: (1) narrow tolerances, (2) compressed lead time, (3) exotic materials that are difficult to machine and (4) the need for traceability through a detailed paper trail. This combination has the advantage of sharply limiting the field of potential competitors.
One noteworthy success for the shop—and an example of work that meets all four requirements—is a variety of parts that the shop is producing for the Mars Exploration Rover project. Two rovers scheduled for launch in 2003 (and arrival on Mars in 2004) will have parts from Colorado Aerospace all over them, as the shop is a machining contractor to four different NASA suppliers at work on this project.
The shop currently has six wire EDM machines and seven vertical machining centers. But to Mr. Cahn, buying machine tools is probably the most straightforward part of equipping the shop. He buys EDM machines from Mitsubishi EDM (Wood Dale, Illinois) because of the service and technical support he has received from this company, and he buys Matsuura machining centers from Methods Machine Tools (Sudbury, Massachusetts) because of the precision of these machines. More difficult than buying machines is using them effectively, and this effectiveness is determined by the overall process that's put in place around them.
Process And People
To machine parts that are simultaneously challenging in terms of accuracy, machinability and delivery time, the shop relies on a production process in which each of these elements figures prominently.
• Measurement capability. Delivering tight-tolerance parts within short lead times calls for not only fast precision machining but also fast precision measurement. The shop's "Universal Precision Measuring Center" from Carl Zeiss (Minneapolis, Minnesota) is a high speed scanning CMM measuring size, form and feature locations in a single setup, using a measuring increment as small as 0.00015 inch between points.
Another measuring instrument lets the shop increase its income with an ongoing side business. The linear measurement system from SIP (Hebron, Kentucky) that the shop uses to calibrate its gages also lets the shop provide a gage calibration service to other shops.
• Workholding by design. Most of the shop's parts involve both wire EDM and machining center work. For these parts, the shop looks for ways to use wire EDM to allow the machining center work to be performed more efficiently. Extra stock left on the part after EDM can serve as a convenient clamping and locating surface for milling or drilling.
This extra stock most often takes the form of a squared-off base that connects to the part like the pedestal of a trophy. (See photo below, at right.) In the absence of a base such as this, a part that requires two holes to be drilled 90 degrees apart might require two time-consuming setups on the machining center, or else one such setup in conjunction with an indexer. The shop's answer to this is to produce the base as part of the EDM cycle, with the base's orientation chosen so that the flats are square with the desired hole positions. The operator at the machining center can then avoid a lengthy setup by simply clamping on these faces.
In fact, the base doesn't have to be square. An octagonal base could accommodate milled or drilled features located 45 degrees apart, for example. Whatever the shape, the base is cut away once the machining center work is done.
• Respect for grinding. Surface grinding is not considered a mundane part of the process at this shop, but instead it's seen as a critical first step that can let the rest of the process run smoothly. Before they become the workpieces set up at other machine tools, blocks are machined to precise tolerances. The step is taken as a precaution against compounding error, which is a danger whenever an oversize or out-of-square part is to be rotated in the move from one setup to the next. Materials are so expensive and lead times are so short for this shop, it's in the shop's interest to machine away as much potential for error as it can at the outset of the process.
The sensitive measuring equipment (particularly the CMM) allows the shop to detect very small errors in the ground blocks, and stationing a skilled machinist at the surface grinder ensures that small errors can be removed. For example, a typical job had the machinist grinding 90 millionths from a block to make it square within 0.00050 inch before it was sent on for wire EDM.
• Communication. Mr. Cahn would cite this as the most important part of the process. Communication between employees who are working on the same job, or on the same machine, is even more effective than surface grinding for avoiding potential errors.
The technology used to accomplish this communication is inexpensive. A grease board is attached to every machine so the operator can leave behind whatever information might be useful for the operator using the machine next. And instead of using shop management software to route and track each job, the shop uses a spreadsheet created in Microsoft Word that offers the freedom to include detailed work instructions for every operation the job requires—instructions that an employee of almost any other shop would find surprisingly thorough.
People make this system work, says Mr. Cahn. Prospective shopfloor employees are evaluated specifically on their openness and ability to communicate effectively. And the programmer who writes most of the shop's work instructions is a person whose conscientious attention to detail is the driving force behind this system.
Ready Fire Aim
It may seem like a contradiction that experimentation, with all of its unpredictability, is a routine part of a machining process that is so carefully managed and controlled. But to Colorado Aerospace there is no contradiction, because the shop sees experimentation as something that can also be managed and controlled. For a particular machining challenge, the shop begins with the assumption that a workable solution to that challenge will be found, then devises the plan for arriving at that solution. Instead of ready-aim-fire, the approach is ready-fire-aim.
For example, the timetable for overcoming a particular machining problem within a small window of days might go something like this:
- Day one. Create a list of hypotheses ("blue sky" ideas) for why the problem may be occurring.
- Day two. Consider the merits of each of the hypotheses and rank them in order of likelihood.
- Day three. Devise experiments for testing each one.
- Days four and five. Run the experiments.
- Day six. Incorporate the findings into the process for machining the part.
If it sounds cavalier that the shop takes on machining challenges fully expecting to find the solution within a matter of days, it shouldn't. The shop undertakes this experimentation at considerable expense. Each of the steps above requires the undivided attention of multiple employees, and some of these steps require time on the machines. These are resources that the shop might otherwise employ to run established parts using processes that have already been proven.
An example of a machining challenge overcome in this way involved 0.050-inch diameter holes machined via EDM in 0.010-inch-thick workpieces made of copper layered over molybdenum. Starter holes 0.032 inch in diameter were drilled prior to EDM. During the process of enlarging these holes, the parts often showed delamination—an unacceptable separating of the layers.
Testing various hypotheses to determine what might be causing this effect revealed a clear trend: An EDM machine known to run hotter invariably produced more delamination than a machine that was cooler-burning. This suggested that the effect was temperature-related. Heat propagating from the spark gap was causing the delamination. The shop needed to find a way to control this heat even better than the cooler-burning machine was able to control it. The solution at which the shop arrived was to take extra measures to chill the deionized water, running these parts within water that has a much lower temperature than what is typical for wire EDM.
Every such problem that the shop solves represents one more step forward in the shop's capabilities, and—at least temporarily—one more advantage over competitors. The shop can keep moving its expertise forward in this way indefinitely.
But to do so, Mr. Cahn realizes that the shop may have to clear away artificial boundaries that limit what the company can do. How can the shop keep on expanding its services to the customers for high-end work? One way may be to expand the range of its services to include more than just machining. What exactly that additional level of service would comprise is not at all clear to Mr. Cahn, but the question is one that he and the rest of the shop's management are wrestling with right now.
Today Colorado Aerospace is a contract machine shop, but Mr. Cahn doesn't want a simple niche or definition to limit the company if it might be something more than this. Growing his own business may be another example of a challenge undertaken with the assumption that a solution can be found.















Related Content

Determining Out-of-Roundness at the Point of Manufacture
George Schuetz, Mahr Inc.’s Director of Precision Gages, offers these techniques for measuring roundness on the shop floor.
Read More
Parts and Programs: Setup for Success
Tips for program and work setups that can simplify adjustments and troubleshooting.
Read More
How to Choose the Correct Measuring Tool for Any Application
There are many options to choose from when deciding on a dimensional measurement tool. Consider these application-based factors when selecting a measurement solution.
Read More
4 Ways to Establish Machine Accuracy
Understanding all the things that contribute to a machine’s full potential accuracy will inform what to prioritize when fine-tuning the machine.
Read MoreRead Next

Fine Wire Is Just Fine
As parts get smaller and smaller, using EDM wire as small as 0.001 inch in diameter to cut these workpieces becomes an attractive option—actually, the only option.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
