
Tools For Profile And 3D Milling
Different tool shapes have different applications. Here is a look at form and function.



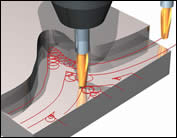
Trochoidal machining involves milling in a pattern of constant-radius arcs. This technique lets the tool maintain a constant feed rate through high-curvature regions of the part. (Illustration courtesy of Delcam.)

Toroid tools have a shape distinct from ball and square-end tools. The tools are well suited to finishing flat surfaces.

Almost any milling tool can be used in a slow, conventional milling application. But when it comes to high speed or “high performance” applications involving fast cutting and more numerous passes, the differences between tools become more important. Specific tool shapes have specific applications.
What follows are some tips for using different tool shapes effectively. The four basic types covered here are extensively used in 3D milling and profile milling, but within that broad range of work there are more narrow applications where a given tool type may perform more effectively. At least one of these tools deserves to be used in applications where it isn’t often considered.



Square-End Tools
The important thing to know about square-end tools is that the heat generated in the cut tends to go into the square corner. In high speed milling, the cutting speed may have to be decreased in order to reduce the heat so this corner doesn’t wear too quickly. In hardened metal, it is best to use this tool only if the corner is not used to cut at all. An example is finish milling of a straight sidewall surface where the part has an open bottom. In non-heat-treated materials, typical uses include roughing or finishing of straight walls.
Square-End Tools With Corner Radii
A square-end tool that adds a corner radius permits higher cutting speeds because the heat is dispersed across a larger area of the tool. Like the cornered square-end tools, typical uses for these tools include roughing or finishing of straight walls in non-heat-treated materials. Other uses for these tools include finishing of straight sidewall surfaces in hardened materials—with or without an open bottom—as well as corner picking of floors in cases where the machined corner requires a small radii.
Another application for these tools is trochoidal machining. This is a milling process in which the tool path continually re-crosses itself as the tool feeds through a pattern of constant-radius arcs. (See illustration, below left) Square-end tools with sharp corners can only be used for trochoidal machining in cases in which the cut has no bottom. But tools with corner radii can be used for trochoidal machining at various depths of cut.
Toroid Cutters
Toroid cutters have a distinctive shape, shown in the photograph above, left. Do not confuse a toroid cutter with a multiple-insert button cutter. Button cutters do have important uses, but because they have multiple inserts, they don’t have the accuracy to perform the way a toroid can. The toroid tools are used to rough pockets, cavities and cores at mid-range cutting speeds and fairly heavy chip loads. An even better use of toroid tools is the finishing of flat surfaces, including parting lines.
Ball Cutters
Ball cutters are, in my opinion, the most versatile tools for high speed machining. They can be used to rough any cavity, core or 3D shape. They can also be used for finishing of all materials in all hardness ranges. Because the round shape allows the heat of cutting to be absorbed into the tool across a wide area, this tool permits higher cutting speeds than other tools. It also permits a higher depth of cut, because the ball shape causes a larger percentage of the tool pressure to go up toward the spindle where rigidity is high, as opposed to sideways, where the rigidity is less. The same effect decreases tool vibration, which further helps to control heat. Given the combination of speed and depth of cut that results from these advantages, a ball cutter can achieve a high metal removal rate compared to the other tool types described. (See example below.)
| Toroid cutter | Ball cutter | |
| Depth of cut | 0.050 | 0.100 |
| Step Over | 0.400 | 0.400 |
| RPM | 2,200 | 4,000 |
| Feed rate | 35.2 | 96.0 |
| Metal removal rate in cubic inches per minute | 0.704 | 03.840 |
| In this pocketing application involving a 1-inch tool performing Z-level roughing in P20, a ball cutter achieved five times the metal removal rate of a toroid tool. | ||
For slotting, pocketing and machining ribs, a cylindrical end mill is often used because the shape of this tool seems to correspond to the shape of each of these features. However, a ball cutter can perform well in these applications, too. For example, I would machine a deep slot, whether open-ended or closed, by using a ballnose tool along with shallow ramp and Z-level milling techniques typical of high speed machining. The slot could be produced much faster this way than through milling with a cylindrical end mill. Also, the side walls would probably have better straightness and perpendicularity with the rest of the part, instead of being tapered as they often are when a long end mill deflects. Ribs can be machined in a similar way.
One application I have observed involved milling 3/4-inch-wide slots in P20 steel that were 5 inches long and 2 inches deep. A cross hole in the middle of the part created an interrupted cut. Originally, six slots were finish milled in 30 minutes, not including the roughing time. But with high speed machining techniques using a ball cutter, six slots were roughed and finished in a combined operation that lasted only 10 minutes.
About the author: Ron Field is a vice president for cutting tool maker Millstar of Bloomfield, Connecticut.












Related Content

Widia Introduces Solid End Mill for Shoulder and Side Milling
The WCE solid end milling series features a five-flute geometry specifically designed for optimal performance when shoulder milling and side milling carbon, stainless steel and cast iron.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
The Impact of Cutting Teeth Spacing on Machining Stability
Many cutter designs are available, and variable teeth spacing (or variable pitch) cutters can be used to influence milling stability. Let’s discuss why teeth spacing affects stability.
Read More
Five-Axis Changes Weldments Into Monolithic One-Piece Parts
Moving from welding to five-axis machining enabled Barbco to redesign its weldments as monolithic one-piece parts with improved strength and repeatability.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More