Turning Is Optional
The part requires only milling and drilling, but it is still run on a lathe. Except for the cutoff tool, all of the turret positions on this lathe hold rotating tools. In other words, turning is not essential for using a lathe effectively. This application illustrates the productive possibilities of a modern turn-mill machine.
.jpg;width=70;height=70;mode=crop;format=webp)
Two cam follower types are machined in this way. The alternative to using a turn-mill machine would have involved several setups on machining centers.
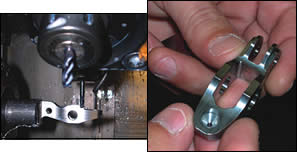
Though this part is made on a lathe, all of its features are machined with rotating tools. The only turning tool in the process is the cutoff tool that separates the part from the bar.

One of the more unusual tools in the process is a keyway milling tool that reaches some of the less accessible surfaces of the part.
When this turn-mill machine runs the cam follower parts, every tool position except one (the cutoff tool) holds a milling or drilling tool.



Once upon a time, lathes machined round parts. They still do this.
However, machine tool makers recognized that turned parts often require at least some milling or drilling work as well. With the part already held in the lathe, and with a CNC lathe already capable of the motions that could feed rotating tools effectively, it was logical to increase lathes’ capabilities by adding extra spindles for the rotary-tool work. What once were dedicated turning machines became milling and drilling machines as well.



In fact, the machines that were most effective at coordinating turning, milling and drilling all in one setup became flexible, one-stop, multiple-operation, metalcutting centers. With all of the machining they could do, it would have been logical to rename them “machining centers,” if only that name hadn’t already been taken. A bar-fed lathe that has both rotating-tool capability and a subspindle opposing the main spindle can feed raw stock in one end, and machine all of the faces and features of an elaborate part without the operator having to intervene. What’s more, it can keep producing piece after piece for as long as the bar lasts. Many shops are now machining this way. One manufacturer that is particularly experienced at machining this way is Jesel Valvetrain Innovation.
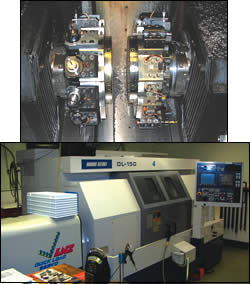
Jesel, headquartered in Lakewood, New Jersey, makes valvetrain components tailored to demanding race car applications. Components that might be stamped for a normal car engine are machined out of solid steel at Jesel. Fourteen years ago, the company was an early user of Mori Seiki’s model DL-15 CNC lathe with live-tool capabilities. Over the years, the machines have evolved and the shop has continued to learn how to apply them more effectively. Now, the manufacturing area at this plant includes 11 CNC turn-mill machines, most of which are model DL-150 machines—a more advanced version of the machine that the plant first began to use.
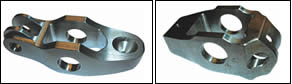
A part the company recently introduced illustrates how far this plant’s thinking has come with regard to these machines. The part is something of a landmark not just for the plant itself, but also for the evolution of live-tool-lathe machining in general. The part, an overhead cam follower, has a box-shaped form vaguely suggestive of two commas or two ears bridged together. Originally, the plant assumed this part would be machined in five setups on machining centers. Given the part’s value and the volumes at which it would be run, such a process could easily be justified. However, Ray Frattone Sr., the company’s director of manufacturing, suggested a different approach. Part of Mr. Frattone’s role is to find new ways to manufacture the company’s catalog parts more cost-effectively. In doing so, he has worked extensively with the turn-mill equipment. The cam follower is compact enough that it could be machined from solid bar, he realized. Specifically, it could be machined out of 1.125-inch diameter 4140 alloy steel barstock. Feeding this stock through the Mori Seiki machine’s LNS bar feeder not only would allow the part to be machined complete, but it also would allow a series of pieces to be machined without attention.
Manufacturing engineer Mark Cubbedge worked on the process for this part. He discovered there was, indeed, enough capacity on the DL-150’s two 12-position turrets to accommodate all of the milling and drilling tools necessary to machine the part in this way. In short, there were enough tool positions to machine the part complete. The setup for this part includes a cutoff tool for severing the part from the bar, but other than that, every single tool position used to machine this part holds a rotary-tool spindle.
Jesel’s thinking about live-tool lathes has thus made a complete journey. These machines are now used and valued at this plant not as lathes with some extra capability, but instead as single-setup production centers. As the cam follower part illustrates, this machine brings value to the process even when the geometry of the part is so far from round that there is essentially no traditional lathe work required.
Trade-Offs
Two cam follower part numbers are machined on the DL-150. The larger of the two parts measures approximately 0.75 by 0.8 by 2.5 inches. Short of heat treating and honing, all of the manufacturing is performed on this machine, within a cycle that requires less than 10 minutes.
Both the main spindle and the subspindle work simultaneously during the course of this cycle. The main spindle holds the part for rough milling, finish milling and drilling. The subspindle then takes the part to complete the milling of the form and also performs some slotting, all while the main spindle begins machining the next piece. Use of the term “spindle” in these contexts is somewhat inaccurate, of course, because the spindles are used as rotary axes in this process instead of spinning the part for turning. Given the way the machine is used, referring to the “main chuck” and the “secondary chuck” is more apt.
CAM software from Gibbs and Associates supplies the tool path. Mr. Cubbedge says a deburring plug-in from Gibbs has proven particularly valuable. The software programs the precise movement of a small-diameter ballnose tool along the sharp corners of the part. In the secondary chuck, this deburring also helps to blend the work of the first and second clampings into continuous and seamless machined surfaces. The effectiveness of this on-machine deburring has been vital to generating a part that is ready for use with little additional effort after machining.
Both Mr. Frattone and Mr. Cubbedge agree that live-tool-lathe machining isn’t perfect. Bringing the part from raw stock close to completion in a single bar-fed handling may seem tremendously efficient, but actually this machine type does present trade-offs that have to be reconciled. Even though the machine is versatile enough that it does not even have to be limited to turned parts to deliver value, the machine is not necessarily right for just any part that might fall within the envelope of the bar-fed stock. Compared to the option of machining the part in multiple setups on a machining center, the challenges that Jesel had to face in running the part on a lathe included all of the following:
- Setup time. The shop’s live-tool lathe has a total of 24 tool positions on its two turrets. A small vertical machining center typically would have more tool capacity in its magazine than this, and a production horizontal machining center would have considerably more tool capacity. On machining centers, tools can therefore be kept in place within the machine until they are needed. By contrast, on the live-tool lathe, the tooling typically has to be changed out completely for each new part number the shop runs. The thorough tool change is sufficiently time-consuming that parts generally need to be run in quantities of hundreds before the setup time can be amortized. This is no problem on the cam follower parts, because Jesel tends to run this part number for weeks at a time to replenish its inventory. However, the tool setup time requirement would preclude this same part from being run on a small-batch or just-in-time basis, unless the machine could somehow be left set up and entirely dedicated to part numbers in this family.
- Clamping concerns. Another advantage that helps Jesel implement unusual processes effectively is that its design and manufacturing occur within the same 110,000-square-foot facility. Coordination between manufacturing and design was essential for making this part efficiently, because the chuck in the subspindle needed a secure form on which to clamp. The part was redesigned for this. Even at that, however, the clamping force is limited. The partially machined part is flexible enough that high clamping force with a chuck could affect accuracy. In the subspindle, therefore, the part is held in a soft-jaw chuck at moderate clamping force, and the aggressiveness of the machining operations is correspondingly limited.
- Chatter risk. In addition to the limited holding force, another factor is even more significant in limiting how aggressively the process can cut. Rotating tools in this process invariably feature long overhang, because the tool needs enough clearance to reach past the chuck jaws. These extended-length tools pose an increased risk of deflection and chatter that limits the depth of cut, particularly in an application such as this that machines steel. Before this process could be put into production, Jesel personnel had to test and fine-tune the process carefully to ensure that critical machining passes did not chatter in a way that compromised tight tolerances. Even at that, some tools do wear more quickly than they would in a more rigid process, Mr. Cubbedge says. One particular milling tool needs to be changed after every 10 pieces.
Payoffs
Still, tools might wear quickly in a machining center process, too, he says. A process involving machining centers would also have to be fine-tuned to some extent to ensure that critical accuracies were achieved. The fact that Jesel has committed to the process on the live-tool lathe is testimony enough that these challenges can be overcome. In fact, these obstacles are tiny compared with the risks that a series of setups on machining centers would pose in machining the same part, the Jesel personnel say.
One of those risks is error. Every new handling provides the risk for setup-related error. In a process with five setups, the value added by four accurate machining operations could all be lost if the fifth loading of the part was faulty in some way that caused the part to be scrapped. The turn-mill machine avoids this danger by eliminating handling, with the one-stop process maintaining all of the feature-to-feature relationships all the way around the geometry of the part.
In other words, for the cam follower part, Jesel will live with the setup time for changing out tools, because this is easier to manage than the load/unload time of taking parts from operation to operation on machining centers. The shop will also accept the need to avoid and manage chatter, because this is much better than the potential for unpredictable error and scrap within a process that involves many handlings.
Finally, the Jesel personnel will also live with the fact that their turning machine is running for days and weeks without doing much at all in the way of turning. The shop continues to grow its understanding of how to use the versatile machines effectively, and the experience of running this machining-center part efficiently on a live-tool lathe has given the shop some valuable insight. In the future, many parts that are presumably “machining center work” will be seen in a different way.
















Related Content

Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
Read More
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read More
New Machining Technology Works With Old to Restore WWII Submarine
A set of donated boring bars that can be used in a 1954 boring head will enable volunteer machinists to recreate a pair of binoculars for the USS Pampanito.
Read MoreRead Next

Double-Sided Productivity
Having a bar feeder on one side and a parts carrousel on the other side ensures that a turn-mill machine will achieve maximum productivity, whether the workpieces are mostly milled or mostly turned. In general, smaller parts are machined from bar stock, even if only milling operations are involved. Larger parts are loaded an unloaded by a transfer device fed by the carrousel.
Read More
Let Assembly Be The Inspection
This shop realized single-setup machining on a multitasking turning center, but there was still more efficiency to be found. When all of the part's machining had been consolidated, the shop realized that assembly operations could be performed at the same station as well.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More