
Turning to an Alternative for Small, Complex Work
The QuickTech TT-42 from Absolute Machine Tools provides many of the same advantages as a Swiss-type lathe for small, complex parts that don’t justify the use of a guide bushing.


With gang-slide mounted tools that can get close to small parts, the TT-42 offers the multitasking capability of a Swiss-type for parts that don’t require a guide bushing.
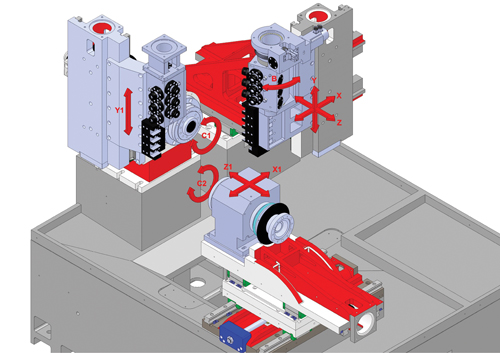
This diagram depicts the workzone of TT-42 equipped with the swiveling B-axis option.



As shown in this video, the TT-42's configuration enables users to maneuver cutting tools very close to the work, which helps avoid rigidity issues with small parts. The machine also provides the multi-function capability to machine parts complete in one setup, even to the extent of cutting two complex components simultaneously on either spindle.












Related Content

Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
Read More
How to Reduce Cycle Times by 70% and More on Your Existing CNCs and Dramatically Improve Tool Life Too
By employing advanced high efficiency milling techniques for the entire machining routine, SolidCAM’s iMachining technology can drastically reduce cycle times while vastly improving tool life compared to traditional milling.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More