
Versatile CAD/CAM Software Helps Small Shop Excel At Overnight Prototyping
This shop needed a CAD/CAM package with the versatility to take on a wide range of prototyping jobs. MasterCAM X's multitasking capabilities has enabled the shop to turn around a variety of complex parts overnight.



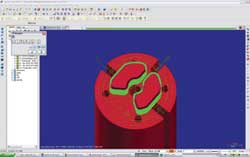
To provide the necessary gripping force without damaging the component’s thin walls, the fixture is a mirror image of one of the part’s faces, which is depicted in this screen shot.
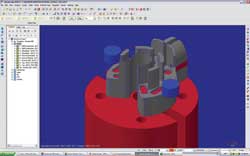
The full part is mounted on the specially designed fixture in this screen shot of the final setup.
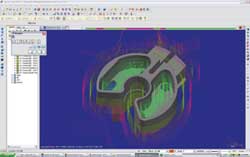
This screen shot depicts the fixture Mr. Greife designed to hold one intricate part.
When Dale Greife decided to open his own rapid prototyping machine shop—Aspire Machine Tool in Union, Missouri—in 2006, the first thing he did was place an order for the tool he would rely on most to build his business. It wasn’t a CNC machine, although he bought his first of two Okumas shortly thereafter. Rather, it was a CAD/CAM package that Mr. Greife says provides the capability to do “just about anything”—Mastercam X from CNC Software.
During 11 years as a machinist and programmer for a large tool and die shop, Mr. Greife became familiar with a number of CAD/CAM packages. He says that each one had a few strong points. However, what he needed most for his business was a CAD/CAM package with a broad range of capabilities that would allow him to take on virtually any prototyping job, no matter how challenging.



Mr. Greife soon began doing exactly that—picking up whatever jobs were available, including piece work, motorcycle parts, medical devices and more. Soon, his expertise in CAD/CAM and his willingness to pull all-nighters led customers to give him intricate rapid prototyping parts that needed to be completed in a day or two, if not overnight. Over the past year, the shop has completed about 30 of these demanding jobs, some of which have turned into regular business from three repeat customers.
Work has been so steady that Mr. Greife has hired his son and his brother. They work a flexible schedule that allows the shop to run 24 hours a day if necessary. Typically, Mr. Greife leaves his shop before dark and lets his workers run the night shift. When a customer needs a part right away, however, he heads home for a nap while his employees clean up work on the machine he will use that night for the rush job.
Completing prototyping jobs so quickly requires a great deal of multitasking. Mr. Greife says the CAD/CAM software’s tools are particularly helpful in this regard. These tools include:
- A backplot feature that provides fast confirmation of tool paths and prevents tool breakage.
- A verification feature that enables the user to visually ascertain whether the appropriate amounts of stock have been removed from all areas of the part.
- A mirror-imaging feature that instantaneously creates tool paths for symmetric surfaces or portions of holding fixtures that must conform to the contoured surface of a part to hold it securely.
- An integrated, add-on solid-modeling package that allows the use of mix-and-match modeling techniques for free-form design and toolpath creation.
Mr. Greife says these features enable him to machine even the most complicated parts overnight. “I did one for a customer who told me that two other shops had said it was unmachineable,” he says. “They wouldn’t even attempt to cut it.”
This intricate part was smaller than a quarter and only 0.5-inch tall. The part had numerous thin walls, one of which was only 0.005-inch thick, which made the part difficult to hold. To machine this part, Mr. Greife followed the same process he uses for virtually all his jobs. Rather than performing one operation at a time in a linear sequence, his strategy involves jumping back and forth within various stages of the manufacturing process.
“The machining, fixture design and toolpath creation all must evolve simultaneously,” Mr. Greife says. “One can’t allow the machine to sit while the PC work is being completed. Mastercam allows me to break up the job like that, so I don’t have to sit at the computer for four hours straight while the machine tool is idle.”
Like many other jobs he sees, the biggest problem for machining this part was workholding. First, Mr. Greife brought in the Parasolids file from SolidWorks and figured out how to design a fixture in Mastercam. He says the Mastercam Solids feature speeds fixture creation.
“In the case of this very small, intricate part, there was nothing flat to hold on to,” Mr. Greife says. “It was all shape, and the places you might normally grab were too thin.”
He concluded that to hold this delicate, sculptured part successfully, the fixture itself would have to cradle it in a mirror image of one of the part’s faces. After carefully examining the CAD model, Mr. Greife determined which part surface to nest in the fixture and identified a safe place to apply the forces needed to hold the part without making it buckle. He then created the tool paths for this surface and began machining it from barstock.
While the first surface was being cut, Mr. Greife used Solids in Mastercam to create the model for his fixture and programmed the proper tool paths. He says that on a good night, he can complete a fixture design before finishing machining on the first side of the part, and this job was no exception.
After cutting the first part surface, the machine setup was reconfigured to create the fixture. While the fixture was being cut, Mr. Greife created the final tool paths for the finished part. Then, the part was mounted on the newly machined fixture for cutting on the remaining surfaces. Mr. Greife then used the machine’s fourth axis to rotate around and machine the rest of the part.
“Most of the time it works, but not always,” Mr. Greife says. “Sometimes I have to do three or four setups. But in the case of this part, I got it done it two.”
On average, Aspire has taken on two or three of these rapid prototyping jobs per month over the past year. This rapid-delivery service has greatly contributed to the growth of the business, Mr. Greife says.
“A lot of customers are tied into their current machine shops, and it’s hard to get in the door,” he concludes. “But when you can turn around prototypes overnight—that’s pretty hard to refuse.”
















Related Content

How to Reduce Cycle Times by 70% and More on Your Existing CNCs and Dramatically Improve Tool Life Too
By employing advanced high efficiency milling techniques for the entire machining routine, SolidCAM’s iMachining technology can drastically reduce cycle times while vastly improving tool life compared to traditional milling.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More