
Vertical Grinding Has Advantages
In vertical grinding, the workpiece is held upright in a rotary chuck with the grinding spindle overhead. This configuration can improve roundness, facilitate single-setup processing and prolong the life of the machine. Loading and unloading may gets easier, too. Workpieces with relatively large diameters and short lengths benefit the most from vertical grinding.



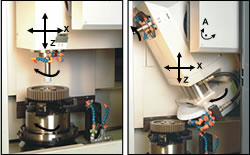
Think of a conventional grinder turned on its side and you get a picture of what vertical grinding represents. The axis movement and spindle rotation indicated in these two illustrations clarifies the unusual orientation.
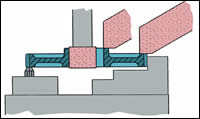
This drawing shows how ID and face grinding take place in one setup with the grinding spindle mounted on a swiveling turret.
By now, we are used to machine tool configurations that break from the normal and the conventional. Each new way of arranging axes or orienting the cutting tool and workpiece causes us to rethink the basics of metalcutting and to discover new options for producing parts more efficiently.
Vertical grinding is certainly a case in point. Vertical grinding, as the name implies, fixtures the workpiece on a rotary chuck in the base of the machine, similar to the workpiece orientation on a vertical lathe. The grinding spindle travels up and down and side to side (and may also swivel) from above the workpiece.



In recent years, one of the main proponents of vertical grinding has been Taiyo Koki, a builder of grinding machines headquartered in Nagaoka, Japan. The company is now a unit of Mori Seiki and as such, it has been taking a more active position in the North American market for grinders.
Taiyo Koki manufactures many types of grinders but is noted for its numerous models based on the principles of vertical grinding. The distinguishing characteristic of these grinders from a structural standpoint is that both the grinding spindle and the workpiece are installed vertically, rather than horizontally, for grinding the ID, OD and face of cylindrical part features. The grinding wheelhead is controlled simultaneously in the horizontal axis (the direction of the workpiece diameter) and the vertical axis (the longitudinal direction of the workpiece). The strength of these machines is in grinding round shapes.
Here’s why vertical grinding has its special merits.
Less Distortion, Better Roundness
On a vertical grinder, the workpiece sits upright in the chuck. On a horizontal grinder, clamping force is required to keep the workpiece from falling out of the chuck. A vertically clamped workpiece requires only enough clamping force to resist grinding forces. Gravity works in favor of, not against, the grinding process.
Because fixturing on a vertical grinder requires less clamping force, there is likely to be less distortion of the workpiece. This reduces the chances of roundness error. According to the builder, vertical grinding can achieve a roundness error of less than ± micrometer (less than ±0.000039 inch) based on the results derived from standard test workpieces.
Finished In One Chucking
A vertical grinder can do OD, ID and face grinding. Depending on the shape of the workpiece, all three can be applied in a single chucking. When this is possible, it avoids error caused by multiple chuckings. Circularity between the ID and OD and squareness of the ID and OD to the face can be maintained more accurately. Because the workpiece and the grinding spindle are vertical, there is virtually no sag to contend with. The structure of the machine is inherently rigid.
Combining operations in one setup offers obvious economies. Fewer setups means less part handling, shorter leadtimes, fewer machines and lower labor costs.
Ergonomics
A vertical grinder can be easier to load and unload. Manual loading and unloading do not require supporting the workpiece while activating the chuck. The operator simply sets the workpiece down inside the chuck. Centering the workpiece also occurs more naturally because there is no uneven force of gravity as the jaws close.
Loading and unloading with a hoist or robot may also be simpler because the workpiece in the chuck can have the same stable orientation it has on the carrousel or transport tray. For example, a disk-shaped part such as a gear can be delivered flat down to be picked up for loading. It is likewise placed flat down in the chuck of the grinder.
Vertical grinders are also generally more compact than comparable horizontal grinders. Vertical grinders take up more air space than floor space. This leaves room for automatic loaders or a robot on the side of the machine, making automation a more attractive option.
Keeping Dust Out
On a horizontal grinder, the sliding surfaces of the X and Z axes are lower than the point of grinding action. As configured on the Taiyo Koki machines, a vertical grinder positions the sliding ways of these axes above the grinding action. Grinding dust does not fall onto these moving surfaces. This reduces wear and prolongs the life of the machine while preserving its accuracy.
Applications
From this discussion, it is clear that workpieces with relatively large diameters and short lengths benefit the most from vertical grinding. Many automotive parts have geometries that lend themselves to vertical grinding. Automotive parts are the most common applications for vertical grinders. A typical non-automotive application is the vertical grinding of spindle housings for machine tools. Such workpieces can be processed efficiently on larger models of vertical grinders.
The application also dictates what type of vertical grinder is most appropriate. Models with the grinding spindle locked in a vertical position work best where optimum results for ID grinding are critical. This configuration is suitable for face grinding in addition to ID grinding. According to the builder, this is the most popular style of vertical grinder.
Models with the grinding spindle fixed at a 30-degree angle for use with angular grinding wheels work best where optimum results for OD grinding are critical. Face grinding is also feasible on these models.
Models with turret-mounted grinding spindles are the most flexible and the best suited for optimum results in single-setup processing. These models can automatically switch the grinding angle to do ID, OD and face grinding on the same machine. Typically, the turret is equipped with one ID and one OD wheelhead. Another option is to equip the turret with two ID heads or two ID heads and one OD head.
Automatic tool changing is available for certain models with vertically fixed grinding spindles. The spindle moves in the X and Z axes to access drop-off and pick-up stations protected by a door that automatically opens and closes. This system allows grinding tools to be exchanged, adding to the flexibility and productivity of the vertical grinding process.












Related Content

Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Grinding Wheel Safety: Respect The Maximum Speed
One potential source of serious injury in grinding comes from an oversight that is easy to make: operating the wheel in an over-speed condition.
Read More
Choosing The Right Grinding Wheel
Understanding grinding wheel fundamentals will help you choose the right wheel for the job.
Read More
Inside an Amish-Owned Family Machine Shop
Modern Machine Shop took an exclusive behind-the-scenes tour of an Amish-owned machine shop, where advanced machining technologies work alongside old-world traditions.
Read MoreRead Next

Turning Turned On End
Inverted-spindle vertical turning machines take on horizontal chuckers for turning cell applications.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More