
Waterjet Drives Engineering Innovation
In NASCAR, machinists and engineers who work behind the scenes are often just as important as skilled drivers. Omax’s 55100 JetMachining Center abrasive waterjet has helped one team maintain its competitive edge by improving flexibility and productivity.

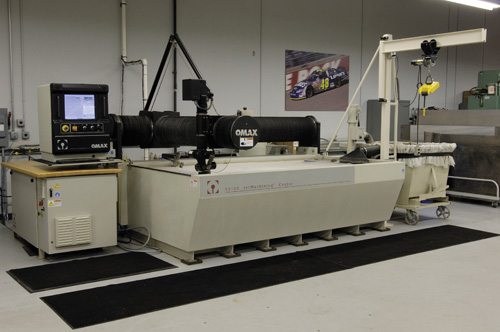
The 55100 JetMachining Center enables Hendrick Motorsports to cut complex parts from a variety of materials, including aluminum, copper and silicon rubber.
Designed to cut complex parts from flat stock ranging in size to 5 × 10 feet, the 55100 is one of three large-footprint JetMachining Centers from Omax.

The waterjet machine’s ability to hold tolerances to ±0.001 inch has enabled a significant reduction in secondary operations.

After a successful season with Geoff Bodine in 1984, All-Star Racing was rechristened Hendrick Motorsports and grew into a NASCAR dynasty. The No. 5 car driven by Mr. Bodine is visible at left.



As a sport that pushes the envelope at 200-plus miles per hour, NASCAR is often viewed by fans as an ultimate test of man and machine. Seat-of-the-pants driving and masterful strategy, however, are not the only elements that distinguish the winners from the rest—the creativity and ingenuity of engineers and machinists behind the scenes can be just as important.
That ingenuity and creativity is a driving force behind the success of one team, Hendrick Motorsports, which maintains a commitment to investing in advanced technology. One recent equipment purchase, an abrasive waterjet machine from Omax, has not only improved the flexibility of the team’s manufacturing processes, but also created more opportunity for engineering innovation.



"We needed a fast, accurate cutting solution that could excel at short-run part production and rapid prototyping," says Larry Zentmeyer, production manager at Hendrick. "Omax JetMachining Centers not only met those rigorous expectations, but also offered the versatility to cut a variety of materials."
Founded in 1984 by Rick Hendrick as a five-man team operating in a 5,000-square-foot shop, All-Star Racing was rechristened Hendrick Motorsports after a successful season with driver Geoff Bodine. Since then, the Concord, North Carolina-based organization has racked up eight Sprint Cup Series championships, three Camping World Truck Series titles, one Nationwide crown and more than 200 victories in NASCAR’s top three divisions. It is also the only organization to win the Sprint Cup Series championship in four consecutive seasons, with Jeff Gordon and Terry Labonte bringing home titles from 1995 to 1998.
The machine shop supports Hendrick’s four Sprint Cup programs and engine department as well as the JR Motorsports Nationwide team. It produces more than 600 engines per year, many of which are leased to Stewart-Haas Racing and other General Motors teams. Parts are produced on a fleet of laser machines, Haas CNCs and, as of late 2007, Omax’s 55100 JetMachining Center.
The 55100 is one of three large-footprint abrasive waterjets in that line. Though designed to cut complex parts from flat stock ranging to 5 × 10 feet, the waterjet distinguishes itself from laser machining with the ability to easily cut a wide variety of materials, including aluminum, copper, rubber and carbon fiber, the manufacturer says. Additionally, the machine is equipped with Omax’s Tilt-A-Jet system, which automatically calculates and offsets the natural taper that results from typical waterjet cutting heads.
After installation, Omax provided onsite operator training to Hendrick machinists Ricky Blackwelder and Scott McMillion as well as a handful of CNC operators. The crew trained by cutting real parts rather than the templates provided in the training software package. "The system is so intuitive that after 2 days, Ricky and Scott were able to hit the ground running," Mr. Zentmeyer says. "That was a huge advantage as we raced to manufacture parts in time for the Daytona 500 and the 2008 season."
Productivity improvements provided by the waterjet are exemplified in the manufacture of a rocker stand, an 8620 alloy steel part that holds the rocker arm in place on the engine. Reducing cycle time and increasing operator flexibility were especially important for this job, as a pair of rocker stands accompanies each engine.
Previously, the shop bought just enough material to complete an order. CNC operators then devoted countless hours to machining square pieces into sophisticated parts. Now, the shop buys sheet material in bulk and nests the parts to get the most out of each sheet. The waterjet cuts a blank in 15 minutes, and the rocker stand is finished on a CNC machine shortly after.
All in all, the machine has reduced cycle time on this job by approximately 15 to 20 percent, the company says. Additionally, finishing these parts requires so little maintenance that CNC operators can work on two or more machines at once. This was particularly beneficial in the run-up to the 2009 Sprint Cup season, when the machine cut blanks for 1,400 rocker stands in 6 weeks.
While that may seem like enough to keep the team well-stocked throughout the season, Mr. Zentmeyer notes that the nature of the sport requires improving parts from race to race. The parts the team takes to Daytona in February, for example, are typically not as good as the parts it takes to Talladega in April. However, while Hendrick puts considerable effort into improving existing pieces for the next race, the team works just as hard to design, test and implement new parts. "Waterjet technology helps us keep pace with those continuous developments," Mr. Zentmeyer says.
Word of the shop’s improved capabilities swept across the 100-acre campus as engineers realized that if they could design a part, the machine shop could likely cut it. Soon, the shop was inundated with orders for new parts, modified existing parts and even projects that were previously handled by third-party vendors. An important facilitator of the sudden influx in orders was the waterjet’s Intelli-Max software, which enables machinists to import .DXF design files and move parts to production in a matter of minutes. "It wasn’t long before e-mails were coming in with .DXF files attached and the machine was in operation 15 hours per day, 6 days per week," Mr. Zentmeyer says.
In fact, operators sometimes find that customers don’t fully understand the waterjet’s capabilities. For example, in one instance, Mr. Zentmeyer noticed a request for a piece with unusually small holes and followed the finished product back to the customer. He found that its machinists were performing unnecessary secondary operations. Hendrick had been using the waterjet only to pierce start holes, which the customer would then drill and tap. Testing revealed that the waterjet could hold tolerances to ±0.001 inch, enabling the shop to save both time and money by machining the holes directly to tap size.
The machine now produces thousands of parts per year, ranging from templates and brackets to carbon fiber seats and silicon rubber gaskets. "We knew the waterjet would provide more flexibility and versatility to ensure quick turnaround and improved productivity, but we never guessed how much it would enhance our engineering and manufacturing processes," Mr. Zentmeyer concludes.
















Related Content

Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
How to Reduce Cycle Times by 70% and More on Your Existing CNCs and Dramatically Improve Tool Life Too
By employing advanced high efficiency milling techniques for the entire machining routine, SolidCAM’s iMachining technology can drastically reduce cycle times while vastly improving tool life compared to traditional milling.
Read More
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More