
Why Not Start With Waterjet?
In titanium, significant savings and process efficiency can result from the simple fact that abrasive waterjet cutting leaves the remaining stock intact.
.jpg;width=70;height=70;mode=crop;format=webp)

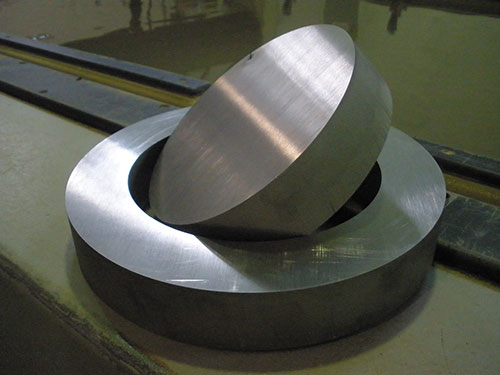
Sterling Edge Industrial Cutting, an abrasive waterjet user in Denver, Colo., supplied these images. Sterling Edge owner Blane Newton says, “We cut a lot of titanium on our waterjet machines. Our customers like waterjet because it cuts fast and does not harden the material.”
Not just limited to sheet metal, waterjet can be used to cut thick stock as an alternative to rough milling.

This titanium part is a 6.5-inch-thick rough cut for a fighter jet landing gear component. Compared to rough milling, the stock leftover from waterjet cutting has higher scrap value because it has not been reduced to chips.



Titanium is an expensive metal, and it’s difficult to machine. Or is it?
While many would agree with the first part of that sentence, David Kvasnicka says the second part isn’t necessarily true. He is a Chicago-area regional manager for abrasive waterjet machine tool maker Omax, serving manufacturers who are machining titanium for various markets—making small medical components or large aerospace structures, among other parts. In the context of abrasive waterjet, he says titanium is not a difficult metal. It is seen as a soft material that is relatively easy to cut.



That fact has implications for almost any manufacturer that machines titanium components on a CNC machining center. In this metal, the most efficient machining process might not be one in which one machining center alone does all the work—as streamlined and simple as that processing strategy might seem. Instead, for parts of the right thickness, abrasive waterjet can be more efficient than milling at cutting away the rough stock. It can be so much more efficient than milling that it often makes sense to add waterjet machining to the process, allowing waterjet to cut the part to near net shape before delivering the part to the machining center solely for the finishing operations.
The benefits go beyond productivity, Mr. Kvasnicka says. A secondary benefit relates to scrap value. The solid skeleton of material left behind after waterjet is significantly more valuable than the same material reduced to the form of chips. Again, titanium is expensive, making it all the more important to recapture more of that expense by keeping the material intact.
Thick Stock
Though abrasive waterjet cutting is frequently associated with sheet metal, Mr. Kvasnicka says routine applications cut billet stock up to 4 inches thick. Non-routine applications succeed at cutting stock around 12 inches thick.
In titanium, waterjet does what laser cutting cannot. Because of titanium’s heat absorption, cutting it with a laser leaves a heat-affected zone. By contrast, waterjet is a cold-cutting process that does not structurally modify the material.
Precision also is tighter than what many who have not been exposed to modern waterjet cutting technology would expect, he says. Thanks in large part to control features that compensate for kerf and other known waterjet error sources, it is now common to hold accuracies of 0.001 inch in waterjet machining. The surface finish does not match what some other machining methods can achieve, but in the case of non-critical aircraft parts that need only precision and not finish, parts are often delivered into assembly directly after the waterjet cutting.
Two for One
The fact that waterjet does not reduce the stock to chips might be the most meaningful advantage of this type of cutting. In expensive metals, that advantage can have a significant impact even if the leftover stock is never sold for scrap. Nesting is the reason, Mr. Kvasnicka says. Adjacent pieces in waterjet cutting can nest together with only 1/16 inch of stock between them. Makers of titanium structural members for aircraft are often accustomed to seeing more than half of the material removed from the workpiece as chips. How might the process change if that stock could remain solid?
He says nesting has led to dramatic productivity improvements in some applications. In the case of one aerospace manufacturer, replacing rough milling with waterjet let the shop nest two pieces into a block of titanium that used to deliver only one piece. Thus, thanks to the freedom to nest parts very close, it might be possible to turn previously leftover material not into quality scrap, but into something even better: quality parts.












Related Content

"Crazy" Tools from Mikron Expand Capabilities
Despite past challenges of the pandemic, Mikron Tool's R&D department runs at full speed, developing efficient machining of demanding materials in the micron range.
Read More
How to Turn Machine Shop Downtime Into Process Expertise
To take advantage of a lull in business, JR Machine devised a week-long cutting tool event that elevated the shop’s capabilities with aerospace alloys.
Read More
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More