
Wire EDM for Dressing Metal-Bonded Wheels
The Studer WireDress system, which uses the wire “spark erosion process” to dress a metal-bonded grinding wheel while it is still mounted in the grinder, makes using these wheels more efficient and economical.

The Studer WireDress system applies the precision, power and flexibility of the wire EDM process to enable metal-bonded grinding wheels to be dressed while on board the grinder.
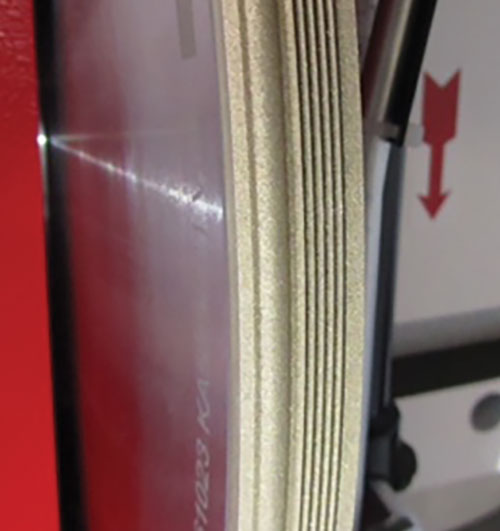
Metal-bonded wheels with intricate contours can be dressed with the new dressing system. This approach makes grinding complex workpieces of difficult-to-machine materials more productive and economical.

This sample workpiece shows the intricate contours that can be ground.



Integrating the wire EDM process with a precision grinder may seem to produce an unlikely combination, but it made perfect sense to developers at Fritz Studer AG (a member of the United Grinding group, whose U.S. headquarters are in Miamisburg, Ohio). The company’s new Studer WireDress system uses the wire “spark erosion process” to dress a metal-bonded grinding wheel while it is still mounted in the grinder. WireDress opens up new possibilities for grinding with metal-bonded grinding wheels and substantially reduces nonproductive time in grinding operations.
Metal-bonded grinding wheels offer particular benefits when grinding difficult-to-machine materials such as high-alloy, hardened steels, tungsten carbides and ceramics. Such wheels offer superior dimensional and thermal stability, and more quickly dissipate the heat produced by grinding. The grinding wheels consist of a sintered metal matrix with embedded diamond or cubic boron nitride (CBN) grains. Because the metal bond holds the abrasive grains very well, these wheels can achieve very high removal rates.



However, dressing metal-bonded wheels can be a problem. The typical method using a silicon carbide dressing wheel, for example, often does not achieve satisfactory results, the company says. In addition, the grains are difficult to extract mechanically from the metal matrix and are sometimes damaged in the process. It is also not possible to restore the high grain protrusion that makes the grinding wheels so efficient when fresh. The extremely hard abrasive grains also lead to heavy wear of the dressing wheels.
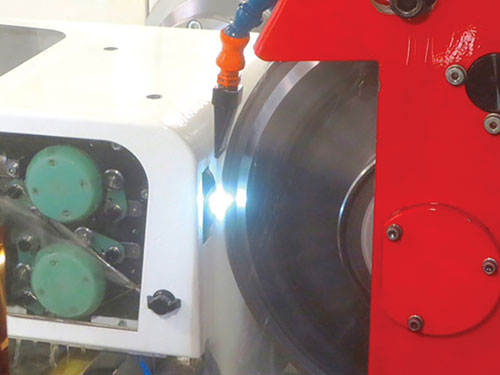
In contrast, the wire EDM process is well suited as a dressing method for these wheels. It removes material by emitting extremely short direct-current pulses in quick succession. These pulses create intense discharges of electrical energy in the gap between electrode and workpiece. During each discharge, microscopic areas of the wheel’s metal bond are melted and flushed out of the gap as small particles by the dielectric fluid.
The WireDress dressing device is essentially a small wire erosion machine. Because it is integrated into the grinding machine and its control system, the grinding wheel does not have to be removed for dressing. In operation, the electrode wire travels tangentially past the periphery of the grinding wheel while maintaining a slight gap as it passes. No special dielectric fluid is needed because the normal supply of oil used during grinding provides this function. The wire is guided in a groove on the circumference of a thin, circular ceramic disc. The ceramic disc has a notch the point where the sparks jump between the wire and the grinding wheel. Intricate contours with internal radii of 0.2 mm and external radii of 0.05 mm can be generated on the wheel. Intricate contours with internal radii of 0.2 mm and external radii of 0.05 mm can be generated, and there is no mechanical contact between the wire (the dressing tool), the grain and the bond, and no negative effect on the abrasive grain itself.
With metal-bonded grinding wheels dressed in this way, it is possible to increase productivity by as much as 30 percent compared to grinding with resin or ceramic bonds. The high proportion of open grains that are exposed makes the wheel very free cutting, significantly reducing grinding pressure and wheel wear.
In addition to the necessary dressing functionalities, the interface between the WireDress control unit and the grinding machine’s control system contains a software program for intelligent profiling with path optimization.
Basic research and testing of this dressing method was carried out on the Studer S22, a grinding platform designed for the mass production of medium-sized workpieces. WireDress is also available on the S31 and S41 CNC universal cylindrical grinding machines.












Related Content

Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
Grinding Wheel Safety: Respect The Maximum Speed
One potential source of serious injury in grinding comes from an oversight that is easy to make: operating the wheel in an over-speed condition.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
