
Wire EDM Gets An Automatic
The development of automatic 'tool' changing for wire electrical discharge machining promises to revise the process strategies applied to many wirecut workpieces.





In addition to an innovative wire changer, the Robofil 2030SI-TW offers a Surface Integrity feature that minimizes the recast layer. This feature is said to be especially suitable for machining carbide.

GFAGIECHilles' dual-wire machine can switch automatically between EDM wires of two different diameters. This close-up shows the machine's twin wire feeding mechanism, its "automatic tool changer," so to speak.
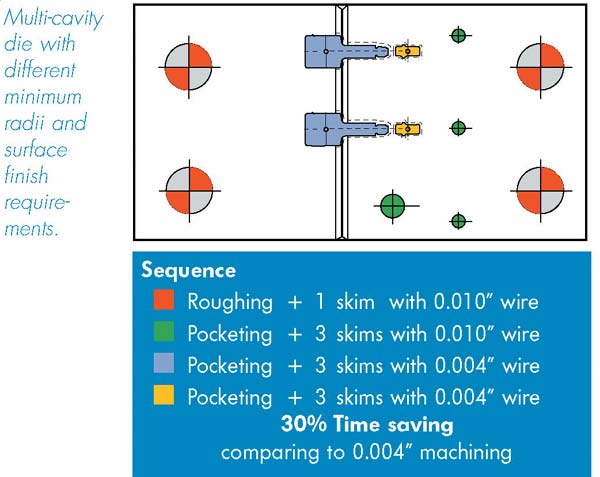
This diagram of a multi-cavity die with various minimum radii and surface finish requirements shows how cutting with two wires reduces overall production time.
The development of automatic "tool" changing for wire EDM (electrical discharge machining) promises to revise the process strategies applied to many wirecut workpieces. This trend is already apparent following the introduction of dual-wire machines by Agie Charmilles Technologies (Lincolnshire, Illinois). These models, the Robofil 2030SI-TW and the Robofil 4030SI-TW (the TW designation stands for twin wire) are reportedly the first wire machines with the capability to change from one size wire to another automatically. "Slugless" machining, for example, becomes a more attractive option.
An EDM wire of a larger diameter (0.010 inch would be typical) is used to remove all of the material in an opening as a kind of roughing operation, where the wire follows a path similar to a pocketing routine in milling. This roughing procedure does not produce the slug usually created when the wire follows only the outline of the portion to be removed. After roughing out the opening, a finishing operation follows with a wire of a smaller diameter (0.004 inch perhaps). The smaller wire is used to produce sharper corners, reach a tighter dimensional accuracy and achieve a finer surface finish with additional skim cuts.



According to GFAGIECHilles, implementing this strategy on its dual-wire machines typically saves from 30 to 50 percent of the time normally taken, depending on the application.
Without automatic wire changing, openings could be cut with the large-diameter wire, then recut with the small wire after a manual wire change. For workpieces with numerous openings such as a lead frame die or multi-cavity mold component, manual wire change time adds up to a significant part of total process time. Another possibility is to cut all of the openings with the smaller wire. This approach minimizes loss of precision during manual wire changing and re-alignment. However, cutting speed is proportional to wire diameter, so the cutting time for the fine wire is considerably longer and the operator must be prepared for timely slug removal. Either of these scenarios rules out prolonged unattended operation, the mode in which EDM operates most economically. Both scenarios are also likely to keep the workpiece in water longer than the dual wire approach, increasing the risk of corrosion.
The dual-wire machines are equipped with two separate wire circuits located side by side on the front panel to bring the two wires down to the upper head guiding zone. Changeover from one wire to the other takes about 45 seconds and occurs without operator intervention. Each machine's on-board CT-Expert system automatically generates the machining parameters and tool paths for both wires, selecting the correct wire and wire settings for each programmed wire switch.
The Robofil 2030SI-TW handles workpieces as large as 1,130 by 510 by 260 mm (44.4 by 20.0 by 10.2 inches) and weighing as much as 500 kg (1,100 pounds). The Robofil 4030SI-TW handles workpieces as large as 1,150 by 725 by 360 mm (49.2 by 28.7 by 14.2 inches and weighing as much as 800 kg (1,765 pounds). Both machines can accept wire spools weighing as much as 55 pounds.












Related Content

10 Things to Know About Creep-Feed Grinding
Because of the high material removal rate creep-feed grinding can deliver in challenging materials, grinding might not be just the last step in the process—it might be the process.
Read More
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More