
Wire EDM Improves Throughput, Surface Finish
This manufacturer insulates itself from global competitors by focusing on high-quality products across a range of industries. Just as important, however, is routine investment in new technology. The company’s latest acquisition, the AC Progress VP2 wire EDM from GF AgieCharmilles, has significantly reduced cycle time and improved throughput on the company’s precision stamping dies.

PSi has used punch presses such as these to produce stamping components for nearly 45 years. Serving a wide range of industries and focusing on parts with high accuracy and quality requirements helps insulate the company from overseas competition.

The AC Progress VP2 is the latest addition to PSi’s wire EDM lineup. The machine’s automatic threading option, IPG-VPC dual generator and other features improve accuracy and surface finishes while reducing cycle time.
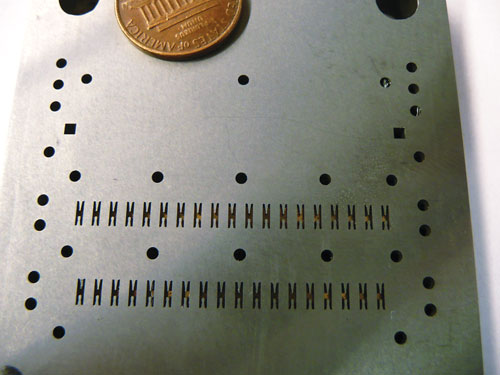
Many of the company’s precision parts contain very small start holes, such as those visible on this part. Michael Thiebaud, EDM technician, says the VP2’s ability to automatically and efficiently thread wire through holes with diameters as small as 0.006 inch is a major contributor to improved throughput.

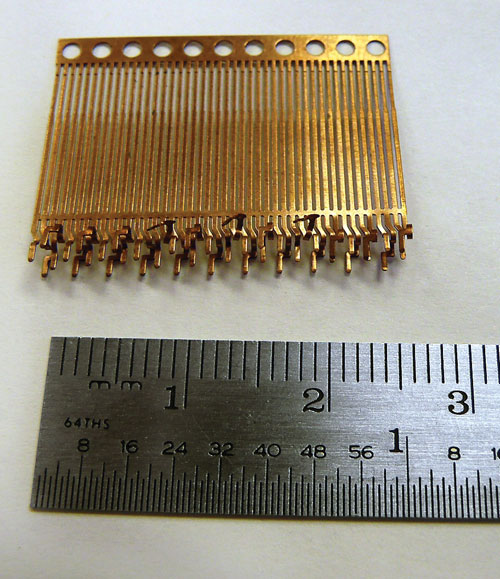
EDM is an essential operation for PSi’s miniature and micro-miniature components, which require high levels of precision and accuracy.



For many American manufacturers, the threat of overseas competition merits constant attention. In fact, many plan their operations with an eye toward maintaining a competitive position relative to foreign manufacturers. One such company is Precision Stampings, Inc. (PSi).
Among other strategies, a commitment to routinely investing in new technology for the production of high-quality parts has helped PSi become a model of how an American manufacturer can succeed in the global market. The company’s most recent purchase, the AC Progress VP2 wire EDM from GF AgieCharmilles, is representative of that commitment. Since installation last year, the machine has significantly improved accuracy and throughput, contributing to the company’s goal of maintaining competitiveness.



Headquartered in Beaumont, California and founded in 1966, PSi specializes in precision stamping of micro-miniature and miniature components for the automotive, medical, defense, electronics and hardware industries. Pursuing and procuring work from customers in such a diverse range of industries helps insulate the company from the impact of a negative turn in any particular sector, whether from outsourcing, product obsolescence or larger economic factors. Additionally, most of its work involves parts with high accuracy and quality requirements, which tend to be poor candidates for outsourcing.
This approach has led to consistent, long-term success for PSi, as evidenced by its significant expansion during the past 15 years. During that time period, the company expanded its 24,000-square-foot California operation into a 36,000-square-foot facility and established another 10,000-square-foot
satellite facility in Concord, North Carolina. However, just as important to PSi’s success has been its focus on using the latest technological innovations to improve productivity and reduce per-part labor costs. In fact, the company spends an average of $1 million per year on upgrading its capabilities.
That mindset led the company to adopt wire EDM in place of the grinding operations it previously used to create dies. On average, the move to EDM eliminated two to three weeks of turnaround time to machine a die, which previously took anywhere from 10 to 12 weeks. EDM also improved product life, raising the company’s standard from 1 million hits per die to 3 million.
By the time the company began evaluating the AG Progress VP2 in 2009, the Beaumont facility already employed four other GF AgieCharmilles wire EDMs: an Agie Elox Mondo 2, an Agiecut 250HSS and two Agiecut Excellences. The integration of these machines provided the capability to complete a wider variety of work and expand the customer base. Nonetheless, initial test cutting on the VP2 convinced management that the new machine represented a significant step forward from the previous generation EDMs.
"The VP2 runs circles around the Agie Excellence machines we’ve had since 2000," says Michael Thiebaud, EDM technician. "On one specific part program, total cutting time dropped from 38 minutes to 23 minutes. On top of that, the VP2 provides better surface finish with fewer trim passes compared to the older machines."
These improvements are attributable in part to the machine’s IPG-VPC dual generator, which includes four power modules and other design features that provide a very fine spark gap. According to the manufacturer, this both reduces power consumption and expands the machine’s capabilities for complex part geometries and fine surface finishes. The VP2 can accommodate wire sizes ranging from 0.006- to 0.013-inch, with a minimum wire size of 0.002 inch available as an option.
One feature Mr. Thiebaud cites as particularly beneficial is the machine’s Smart Threading option, which enables automatic threading of wires with diameters of less than 0.004 inch through holes that measure only 0.002 inch larger than the wire. For a typical 18- by 8-inch die at PSi, which might contain as many as 200 start holes, each with a diameter of 0.005 inch, automatic threading provides significant throughput savings.
"The automatic wire threading really comes into play when we’re cutting a part with multiple cavities," he says. "We’ve seen reduced times for just about every aspect of the machine’s operation, and parts are coming off with tolerances held to ±0.00005 inch. We really couldn’t ask for a better combination of speed and accuracy."












Related Content

Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read More
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More