Any soldier or law enforcement officer who carries a firearm expects it to perform to the highest standard. Life or death could be in the balance. That is why manufacturing such weapons is an extremely important matter. For the U.S. production facility of a major European gun manufacturer, this obligation to quality is taken quite seriously. For this reason, the plant is one of the most modern small arms factories in the world.
This plant is home to a diverse range of CNC machine tools and metalworking processes. One of those processes, wire EDM (electrical discharge machining), is used to finish an opening on a critical pistol component. This opening requires square corners and must meet tight dimensional tolerances. To meet production requirements, the plant must complete about 225 openings to specifications per day. The electrode wire must be cut and rethreaded for each production cycle because the opening is an internal feature of the workpiece. This means that the wire machine must be able to rethread the wire quickly, reliably and frequently—more than 100 times in a single shift. Otherwise, this operation becomes a bottleneck that could hold up the production line.
Since the wire machine, a model AU-300 from Accutex EDM, a division of Absolute Machine Tools, Inc. (Lorain, Ohio), was installed in July 2009, such disruptions have not been a worry. Except for routine maintenance, the wire rethreading system on this machine has not caused downtime or otherwise interfered with production of this critical component.
Constant Innovation
The parent company is an old and well-established gun manufacturer, but the owners know that relying on its reputation is not enough in today’s globally competitive marketplace. Continued success calls for constant innovation in the design and manufacture of its products. Not only is the company’s renowned reputation at stake, but also its profitability as a business enterprise. All of its manufacturing facilities understand this dual obligation and are committed to upholding it.
The U.S. plant has been doing its part since it opened in the late 1970s. Of course, this plant follows the corporate policy of staying up with developments in metalworking technology. Using wire EDM is a good example, although it was added as a machining resource in a serendipitous moment. Formerly, the opening in the part was milled on a dedicated, specially designed gearhead milling machine. At the end of its life cycle, the engineers were reluctant to acquire a similar, custom-designed replacement that would take months to be installed.
The suggestion to move to wire EDM instead had merit because the process offered a productivity gain, a cost reduction and added flexibility. Moreover, Accutex EDM could deliver a capable wire machine within days of receiving the order.
And so it was. The production supervisor responsible for installing this machine and keeping it running recalls that the machine was delivered, set up and cutting parts on the same day.
Rethreading Is Essential
The component processed on the wire machine is used in several of the company’s most popular pistols. It is made of 4140 steel heat treated to 42 HRC. The opening in this part is approximately 19 mm long and 5 mm wide. Dimensional tolerances on the opening are ±0.02 mm.
According to the production supervisor, the opening is milled out before heat treating. The end mills used in this operation leave a small radius in each corner. Wire EDM is used to cut the corners square and skim along the side walls to achieve the specified dimensional tolerances. A 0.010-inch diameter plain brass wire is utilized for this operation.
At first, the openings were finished on this machine one at a time. When production increased from about 150 per day to 225 per day, the company designed and built a fixture that allows two pieces to be stacked. This change doubled production in one cycle, which takes one minute and 45 seconds. The operator loads and unloads this fixture by hand without draining the tank. Of course, because the opening cannot be entered from the side, the wire must be cut at the end of each cycle and rethreaded before starting the next. Although the wire threading operation involves several steps, it is entirely automatic.
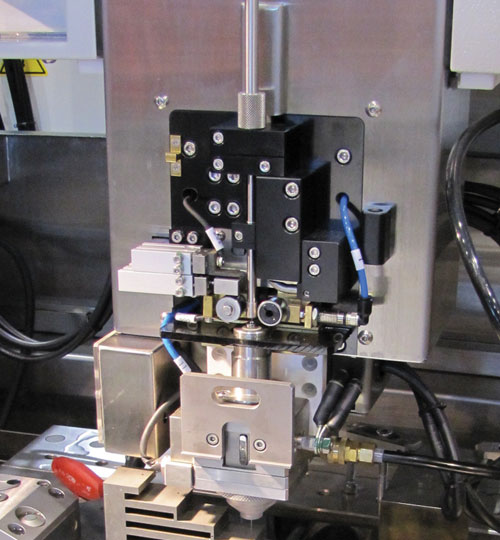
Developing reliable wire rethreading systems has been a challenge for builders of wire EDM equipment, but great progress has been made in recent years. Virtually all of today’s wire EDM units have provisions for automatically rethreading the wire. Rethreading is necessary whether the wire breaks unexpectedly or is cut intentionally, as it is in this case. Joe Dennis, a service engineer at Accutex, explains that the key to reliable rethreading on these machines is getting the wire in the proper condition before it is cut. Essentially, this means annealing and stretching the wire just before it is severed by carbide cutting blades on the machine. Annealing the wire hardens it and makes it more rigid; stretching straightens it and leaves a clean needle-point shape at the tip of the wire as it parts.
Annealing is accomplished by applying voltage to the wire so that the electrical resistance creates the necessary heat to alter its metallurgy. At the same time, the rollers on the upper guide must be coordinated to pinch and stretch the wire in synchronization with the wire cutter. A blower cools the wire so that it “sets” in the right condition.
This process helps ensure that the wire will travel directly into the lower wire guide as intended. In some cases, rethreading may require the assistance of a stream of water from the upper flushing nozzle to shield the wire from air currents or vibrations that might cause it to wander, Mr. Dennis adds. This “water assist” is usually recommended when the Z height (the distance between the upper and lower guides) exceeds 80 mm. At this gun factory, rethreading occurs without water because the Z height is only 50 mm. The rethreading cycle normally takes less than one minute. Spark-to-spark time is less than two minutes, the production supervisor says.
If the wire is not successfully rethreaded on the first attempt, the machine repeats the sequence. The machine in the supervisor’s shop is reported to be successful on the first try 99 percent of the time. About once a week it is unable to rethread, generally because one or both wire guides needs to be cleaned. This process takes about 20 minutes and is considered part of the machine’s normal, weekly maintenance routine.
It is estimated that the wire machine completed the openings on more than 50,000 parts in 2010 without missing the daily production quota.
Flexibility
One advantage of the wire EDM process is its flexibility. Changing the programmed wire path is often all that is necessary to switch to another job. A good example of this flexibility emerged recently when the company introduced a new sidearm model. When this model goes into full production, an opening in a workpiece similar to one currently finished on the wire machine will be finished on a broaching machine.
Until this machine and the set of broaching tools are in place at the factory, the new part is being finished on the wire EDM unit. “Because it is easy to change over from one job to another, we can balance production of the existing part with pre-production runs of the new part with no problems,” the production supervisor reports.
He also notes that the existing Accutex machine, a division of Absolute Machine Tools, Inc., has additional capacity in reserve. For example, if higher order levels require it, the plain brass wire could be replaced with a premium coated, faster-cutting wire to increase output. A redesigned fixture that enables stacking more parts is also an option, as is adding automation.
Finally, the shop has looked at the Accutex SP-300i, which recently replaced the AU-300 in the company’s line-up of CNC wire EDM units. Although the wire rethreading system is essentially the same on the new machine, it has an upgraded power supply that includes an SD (stable discharge) Master circuit board for enhanced stability of the electrical discharge process. Electronics on the board are designed for wire cutting under more consistent conditions, thus resulting in greater accuracy and fewer wire breakages, the builder says. The generator on this model enables wire cutting speed as high as 380 square millimeters per minute, about 40 percent faster than the previous model.
The significance of these options is recognized at the gun factory. “Having different paths to ramp up production puts us in a good position for the future,” the production supervisor says. Of course, this readiness is in line with the company’s mission to provide defenders of peace and safety with firearms of unsurpassed quality and value.