
Yet Another VMC—Why Not?
With so many vertical machining centers on the market, why would a major machine tool builder introduce yet another entry into this highly competitive environment? The only logical answer can be that this builder believes no one else is producing a machine that compellingly fills an existing need.



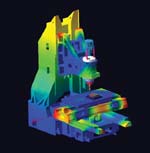
Finite element analysis revealed performance characteristics that could be improved through design changes early in the development process.

Castings for the column and base of the new machine were analyzed to maximize resistance to distortion from heavy machining forces. The company was after a stronger, stiffer machine that could be taken in production quickly and economically.
With so many vertical machining centers on the market, why would a major machine tool builder introduce yet another entry into this highly competitive environment? The only logical answer can be that this builder believes no one else is producing a machine that compellingly fills an existing need. Hence comes the NV5000 from Mori Seiki.
The new machine is targeted to the standard 40-taper VMC market. Although Mori Seiki is best known for high-end horizontal machining centers and lathes, the company has sought to improve its share of the VMC market in recent years. Knowing that many of the 40-taper machine buyers do spread-sheet comparisons of specs and capabilities, Mori Seiki developers also looked at this spreadsheet and set out to design a machine that would beat, category by category, the ratings of similar machines.



According to the company, the machine was designed and engineered from the ground up, using computer-aided design and finite element analysis. This project was conducted by Mori Seiki's own design team at Digital Technology Laboratory, its research and development facility in Sacramento, California. These analytical methods indicated the optimal bed thickness, rib shape and rib position to maximize stiffness without adding weight. This effort helped the company improve the performance of the machine while simultaneously reducing the initial development cost.
The X-, Y-, and Z-axis travels are 31.5 by 20.1 by 20.1 inches, more than adequate for the work that typically travels across machines of this class. However, most machines with a comparable workzone take up more floor space, the company points out. The worktable is close to the front of the machine so the operator has less reaching to work inside the machine. The enclosure covers the sides and top to keep chips and coolant splash contained, yet doors have top panels so that, when opened, workpieces can be loaded by overhead crane.
In operation, speed is a major consideration. This VMC features a top spindle speed of 12,000 rpm, compared to the 7,000 rpm and 10,000 rpm typically found on machines the company includes in this class. The spindle uses direct drive gearless technology and provides acceleration to full speed in 0.97 second. A 20,000-rpm spindle is available as an option. The top rapid traverse rate for all three axes is 1,654 ipm. In the automatic tool changer (ATC), tool-to-tool time is 1.0 second and chip-to-chip time is 2.6 seconds.
Accuracy is another major consideration. Here, the company points to features beyond built-in structural rigidity that minimize vibration, the chief factor that degrades accuracy in any machine in a high-speed application. Among these features is increased tool clamping power in the spindle, for example. Thermal growth in the spindle, which also affects accuracy, is addressed by an optional compensation function.
Design features include those to enhance maintainability in the field. To reduce the number of components in the ATC, the magazine has a direct drive rather than a gear train. To avoid a worn timing belt on the Z axis, it has been connected directly to the ballscrew. No electrical cables are located under the machine where they are difficult to check and repair. Lubricant distributors are located outside the machine where they are easy to reach. Other features are designed to reduce the environmental burden. Oil-free roller guides on the ways and an oil-bath ATC design reduce consumption of lubricants. Automatic power cut-off reduces electricity consumption.
The CNC panel uses MAPPS (Mori Advanced Programming Production System) as the interface. This interface is common among Mori Seiki machining centers and incorporates features requested by users from around the world, the builder says. Software options, such as CAPS-NET for remote process logging and CAPS-DSN for program transfer, provide connections to a factory Ethernet network.
The company admits that the NV5000 has its strongest appeal to buyers looking for value (not the lowest price), but contends that the productivity potential of this machine makes a strong return on the investment a compelling selling factor.












Related Content

Heavy Engineering: The Complex Logistics of Moving Large Machine Tools
One of our fascinations with large-format machine tools has little to do with their capabilities, but everything to do with the logistics involved with getting them up and running. Here’s how one of the world’s oldest builders of giant machine tools tackles the challenge.
Read More
What to Do When Five-Axis Machining Is Off the Table
For Fischer USA, 3+2 machining with a high-precision rotary table adds flexibility without the cost of a full five-axis machine.
Read More
Additive/Subtractive Hybrid CNC Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More
In Moldmaking, Mantle Process Addresses Lead Time and Talent Pool
A new process delivered through what looks like a standard machining center promises to streamline machining of injection mold cores and cavities and even answer the declining availability of toolmakers.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
