
Fast and Accurate
Simple fixture additions can help improve a measuring system’s performance.

George Schuetz
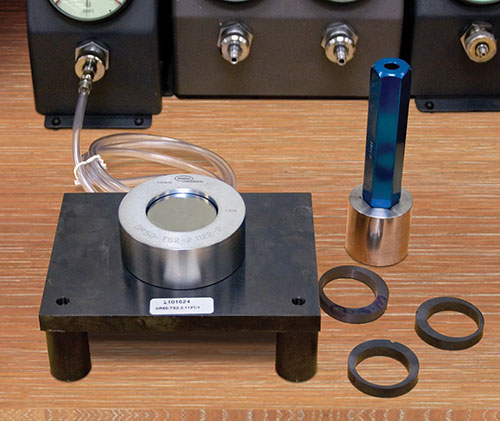
With a thin part, a special air ring can be built with a spring-loaded platen built into it. The platen stops the part at the right location relative to the jets, almost like a stop collar.
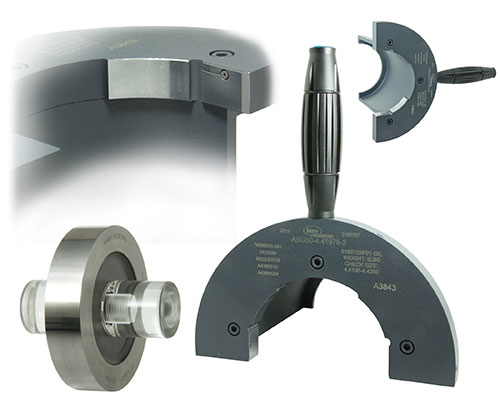
In the case of the thin OD, a sort of negative version of the stop collar can be made and attached to the air snap.



Fast and accurate. Those words are near and dear to part inspection in the production environment. In a job shop, part inspection might be done in a small inspection area, say on a granite plate using height gages and indicators to measure the dimension. Or, a CMM might be programmed to measure the part. But for mass production, this would not cut it. In a production environment, critical part dimensions must be measured quickly and accurately by the machine operator at the point of manufacture.
That’s where comparative gaging shines. Dedicated gaging optimizes the operator’s ability to place the part on the gage and get a fast, accurate result. But sometimes unique features on a part can throw a wrench into the use of the typical fixed-size gaging system. With a little thought and fixturing, however, these challenges can be overcome.
Air gaging is the ideal fixed gaging design for fast and accurate. The body of the plug aligns the gage in the part so there is no need for the operator to rock the part to find the diameter. But narrow lands on the part ID can make the gage difficult to use by the operator. Sometimes the land may be just barely wide enough to cover the entire jet properly in order to make a good measurement. Thus, the jet must be placed almost perfectly on the land to get full coverage and a good result.
In a production environment, however, the operator does not have time to place the plug in the part and search for the ID. The simplest way to remedy this is to employ a stop collar on the plug. This is a simple, but effective, low-cost solution to locate the jets on the land repeatably and easily. It is fast and accurate for any user.
The same might be true on an OD. I can think of two unique challenges here: a thin part and a thin diameter that needs to be measured in process while the part is still in the machine. Both of these challenges can be met by using proper accessories to stage the part.
In the case of the thin part, a special air ring can be built with a moveable platen built into it. The platen stops the part at the right location relative to the jets, almost like a stop collar. However, while this is great for positioning the part, the part may be too thin for easy extraction by the operator. Here the platen could be spring-loaded. Its rest position would be slightly higher than the gaging position. The operator just places the part in the gage and presses it down to the gaging location. After measurement, the part is ejected by the spring platen. Fast and accurate.
In the case of the thin OD, a sort of negative version of the stop collar can be made and attached to the air snap. An external half tube is added to the snap to rest against the face of a larger diameter at the precise distance for the jets to gage the land. This provides all the benefits of a snap gage plus the ability to measure at a fixed location with no diameter searching by the operator.
Tough locations are not always related to dimensional measurements, though. In the case of surface finish, some locations may be below the datum surface and may be very narrow in width. In such cases, there is no way an operator can manually position the gage to measure these locations quickly and obtain good results. But just as a stop collar can position an air plug, a surface gage template can also be made to properly position the gage to the surface under measurement. The template creates fixed gaging locations so that the operator can simply place the gage in the template to effect a fast and accurate measurement.
These simple fixture additions can go a long way to make gaging easier for the operator, eliminate operator influence and greatly improve the performance of the measuring system. That’s what you want in a production environment: fast and accurate.











Read Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
