
Getting The Right Rz
As the manufacturing of parts continues to become internationalized, it is not uncommon for different standards developed in various countries to become blended into new international standards. Once new international standards become available, the world is expected to embrace them and begin using them. However, this may not always be the case.


George Schuetz
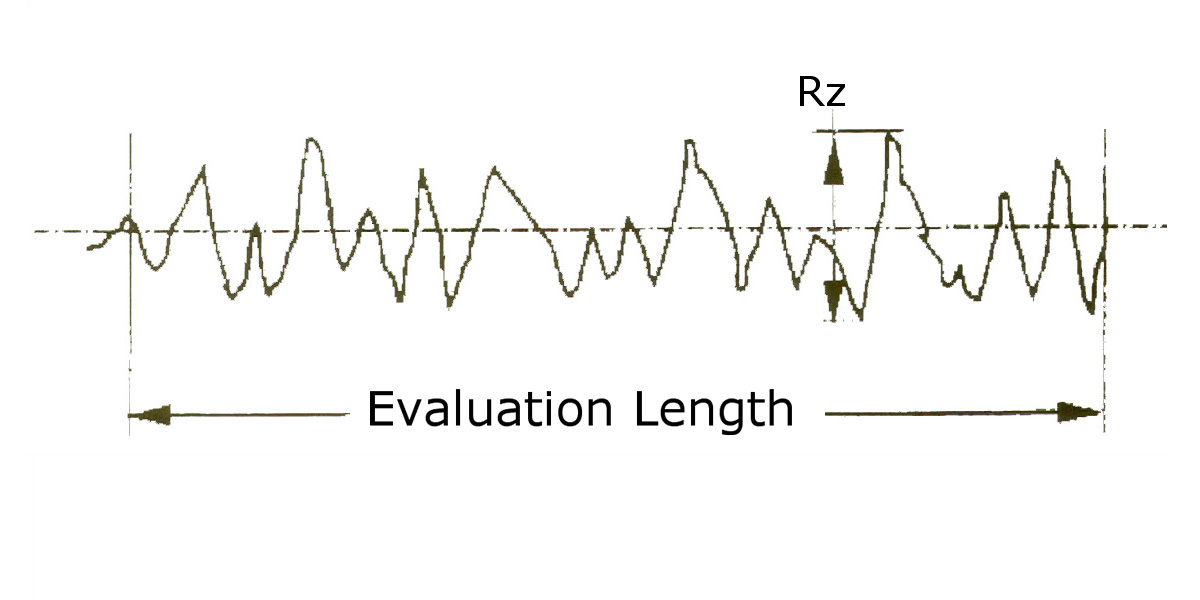
Fig. 2
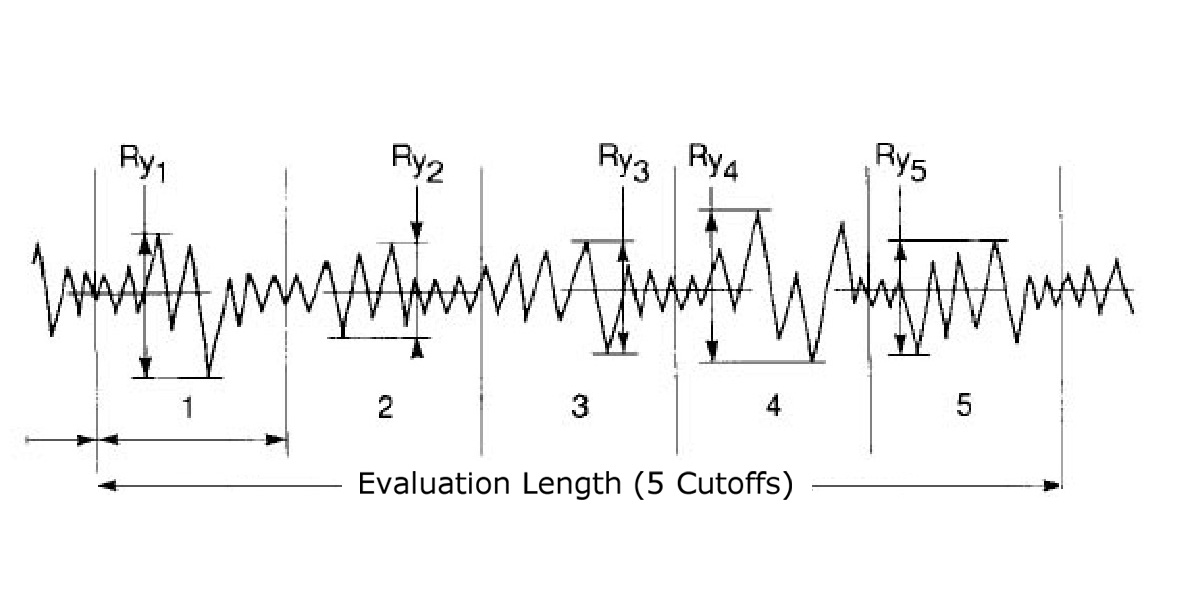
Fig. 1



As the manufacturing of parts continues to become internationalized, it is not uncommon for different standards developed in various countries to become blended into new international standards. Once new international standards become available, the world is expected to embrace them and begin using them. However, this may not always be the case. Older equipment may not be compatible with the new standard, or manufacturing prints may call out older parameters that may not get changed for years (if ever) after the new standard is released. Why change to a different standard if the one being used controls the process and if the correctly made parts meet requirements?
In the case of Rz, the situation is particularly complex because it is one of the oldest surface finish parameters. Unlike Ra, or average roughness, which considers all the peaks and valleys in a sample, Rz typically looks at only the five highest and five lowest points in a sampling length and averages peak-to-valley distances. Thus, many users consider Rz more sensitive to actual changes in surface finish than Ra. What made Rz so useful when it originated back
in the 1920s and ’30s was that it could be evaluated manually from a graph or through the eyepiece of an optical instrument. It did not require electronics.
However, as technology has evolved around the world, a number of different ways to evaluate mean roughness depth have become codified in various national and international standards. Since the Rz parameter was first standardized, five different definitions have evolved based on different algorithms or formulas; different sampling or evaluation lengths; and by using different filters.
The choice Rz used by most surface finish suppliers and manufacturing companies is found in DIN 4768/1-1974, which is also known as Rtm or Rz (DIN). Shown in Figure 1, it is calculated by determining the average maximum peak-to-valley distance within five sampling lengths from a roughness profile.
Some gages on the market today use a different definition of Rz, as shown in Figure 2. It is determined by the sum of the largest peak height and the largest valley depth within a sampling length from a roughness profile. Though this Rz definition is useful in some applications, it is not widely used in the marketplace.
The two are obviously quite different, which presents numerous opportunities for confusion and potential errors. The specifying engineer might write a specification based on an old or new standard. The machinist may be working from an old or new part print. The print may have originated in an engineering department under a different national or international standard. If the measuring instruments used in different departments do not have the same algorithms for Rz, they can produce different results—even though both instruments are labeled as making an Rz measurement. Therefore, it is important for the engineer, machinist and inspector to know which Rz is called out and which they have the capability of measuring.
Comparing Rzs is like comparing apples and oranges: They’re similar but different. Different Rz measurements can yield significantly different results on the same part. In the two examples mentioned above, it would not be unheard of to see a 20-percent difference in Rz values. Or, in other words, to have a potential for accepting or rejecting 20 percent of your parts. Clearly, ensuring the part designer, manufacturer and inspector all understand which Rz method is indicated is the best way to obtain accurate results.











Read Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
