
Skidded Probes For Roughness Measurement
ANSI and ISO standards include many different parameters for measuring surface finish. While these parameters are useful in many applications to ensure or enhance functionality, Ra, or average roughness, is by far the most common measure of surface finish. It is included in most specs, and it is both a good starting point and a basic benchmark of process consistency.


George Schuetz
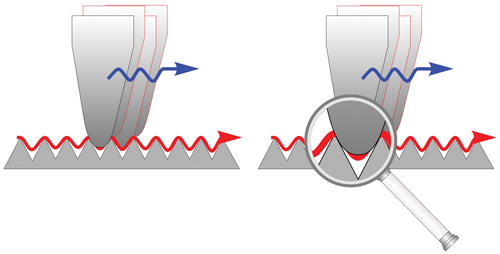
FIG 1. Exaggerated view of a measurement probe with a small skid radius measuring over a roughness standard with larger peak spacing. If the stylus radius falls in between the peaks, mechanical filtering of the roughness values will occur and yield measurements reading less than the actual measurement values.
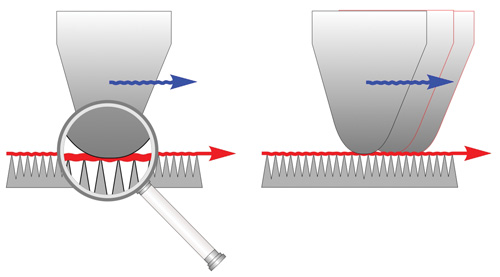
FIG 2. For measurement accuracy, the ideal situation is to have the skid on the measurement probe sit atop the peaks on the surface of the part. This will ensure that no mechanical filtering of the measurement results occurs.














Read Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More