
Improved Method for Machining Blisks with CAM Software
Sponsored Content - IMTS 2016 Technology eNewsletter





Gone are the days when the only people that bought five-axis machines were the early adopters, who had no other choice because of the shapes of their parts. Many early five-axis mills suffered from accuracy and repeatability issues, were difficult to program and use, had higher maintenance costs, and were priced so high that the average manufacturer could not afford one.



Over time, technology improvements have increased accuracy while reducing maintenance and costs. New CAM software algorithms have made programming five-axis mills easier than ever before, including digitally verifying the code for safety once programmed. This has all allowed an increase in sales and use of five-axis machining for many more industries like tooling, molds, dies, fixtures and others. However, some parts still require five-axis machining to complete the job, such as a blisk (a round part with integral curved vanes and blades).
Many blisks are made of titanium and nickel, and machining them from a solid is becoming preferred due to the advantages of weight, efficiency and through-life servicing. Machining blisks efficiently becomes a different problem to solve.
Not long ago, many manufacturers were happy just to be able to completely machine a blisk from a solid successfully, whether it was done efficiently or not. Today, with so many blisks used in the aerospace, automotive, power generation and other industries, one no longer has the luxury of machining them inefficiently in production. Teamwork is necessary to provide a complete solution.
Collaborating with United Kingdom-based cutting tool specialist Technicut, the Delcam team (part of Autodesk’s Advanced Manufacturing Solutions) jointly developed new tooling concepts and new toolpath strategies for machining these difficult parts. This patent-pending process combines innovative tooling solutions and application strategies for the roughing, semi-finish and finish machining of all integrally-bladed rotors.
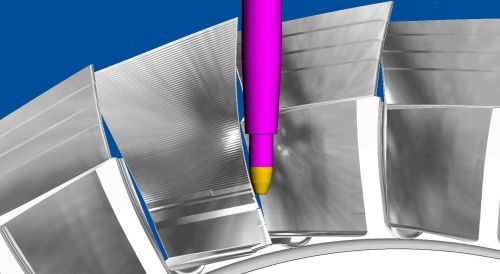
The initial rough machining operation cuts between the blades with a series of slotting cuts. Besides removing the bulk of the material between the blades, this operation relieves any stresses in the billet introduced during the forging process. Both the semi-finishing and finishing operations on the individual blades ae then undertaken in a series of vertical sections, working from the tip downwards. The lower sections are left in the rough state to maintain the stiffness of the blade in the area being machined to minimize push-off of the blade tip by the cutter. In addition to the specific tool paths for blisk machining in PowerMill, the key to the new method is the use of barrel cutters.
In the end, the solution provided a 51-percent time reduction to machine a blisk from start to finish. In a day and age when many production shops are ecstatic to get a 1- or 2-percent reduction in machine cycle time, 51 percent is virtually unheard of.
You can see the finished blisk on display at IMTS 2016 in booth E-3222. There you can also speak with representatives that would be happy to discuss your machining challenges with you. Visit the company's IMTS showroom for more information.
Related Content
-
Showcasing the Benefits of Some Oft-Overlooked Grinders
Brent Donaldson of Modern Machine Shop sits down with Supertec's Don Staggenborg to discuss what the IMTS veterans brought to this year's show.
-
Can Machining Simulation Propel Machining Education?
Digital twins prove their worth for not only proving out CNC programs, but also training the next generation of programmers.
-
IMTS 2022 Review: Attention to Automation Extends Beyond the Robot and the Machine
The advance toward increasingly automated machining can be seen in the ways tooling, workholding, gaging and integration all support unattended production. This is the area of innovation I found most compelling at the recent International Manufacturing Technology Show.


