
Indexable Inserts from Powder
During the 2013 edition of its biennial “Technology Days” event, Horn treated the press to a tour of its entire manufacturing operation. Here are a few highlights.


Inserts are employed on Horn tools that run the gamut from milling and turning to broaching, reaming and more. This rotating display showcased some of the company’s latest innovations, including round shanks and cassettes for its 25A face-grooving system and new holders for S100 turning inserts with internal cooling.
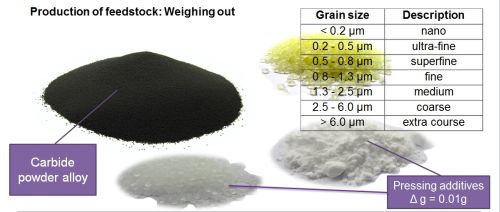
The company shapes sintered inserts in various manufacturing facilities throughout the world, but all blanks originate at the Horn Hartstoffe carbide manufacturing plant in Tubingen. The process begins with a powdered mix of various formulations of carbide, binder materials such as cobalt and tantalum, and any additives required for later processing. After extensive feedstock receiving inspections in a metallurgy laboratory, the material is kneaded and mixed to the desired consistency and sent onward to one of three processes: axial pressing, extrusion or injection molding.

Relatively basic insert forms are shaped on electrically-powered axial presses like this one, a common method of insert manufacture. Essentially, the material is held in a die and pressed into final shape. While simpler than other methods—no additives are required prior to sintering, for example—this process has drawbacks for complex shapes, which can be difficult or impossible to remove from the die. Note the robotic loading/unloading unit on the left side of the machine.

More complex forms are processed on a piston extruder like this one, which forces the material through a die that imparts the desired shape. Notably, the use of floating mandrel pins enables the creation of through-coolant channels through the interior of the blank. The blanks emerge as lengthy sections (visible toward the bottom of the machine) that are cut to length, cleaned, and transferred for pre-sintering and sintering.

Powder destined for extrusion contains various waxes and other additives that make the resulting “green” insert blanks malleable and rubber-like, as shown here (the long blanks are cut to size and profiled in a downstream operation). These additives are later removed during the presintering process.
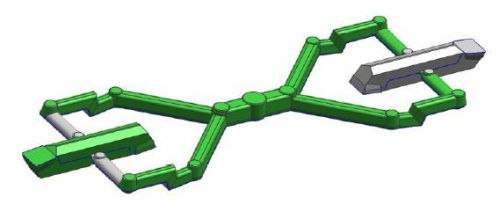
Horn has developed a metal injection molding process for producing complex insert forms in high volumes (this shot depicts a 3D design of two inserts mounted to a runner). The machines performing this process enable the company to set more than 5,000 different process parameters and variables. Volumes of material ranging from 0.2 to 20 cm3 are injected at a rate of 6 m per second and a pressure ranging to 2,200 bar. Mold weights range from 150 to 200 kg.

Adjacent to the injection molding machines, presses and extruders is an area dedicated to producing tooling and fixtures for those processes. To that end, the company employs a selection of EDM, turning, three- and five-axis milling, and flat and coordinate grinding machines, as well as micro-blasting systems and equipment for laser and CMM measurement.
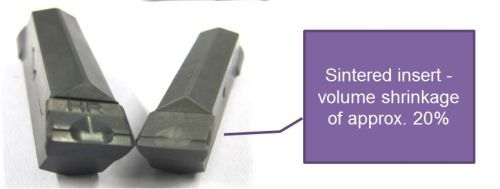
Once cleaned, “green” insert blanks produced via extrusion or injection molding must undergo presintering. This two- to four-day-long process involves gradually increasing heat to about 850° within a hydrogen atmosphere to evaporate the various additives and pre-solidifiy the inserts. After presintering, inserts move on to the sintering stage (those shaped on axial presses go directly to this stage). This is a thermal process by which the materials obtain their final physical properties at temperatures ranging between 1,350°C and 1,550°C and at gas pressures ranging to 100 bar. During the process, the materials enter a partially liquid phase in which the carbides arrange themselves in a uniform manner to form a homogenous structure that is free of pores. Green parts shrink between 20 and 22 percent during the sintering process, which takes approximately 20 hours to complete.

After undergoing a range of laboratory testing and quality control procedures, including SE microscopy, Vickers hardness testing, density testing, magnetic saturation and more, batches of inserts move across Horn’s campus from the carbide facility to the main plant. There, they are ground to final shape on custom grinding machines, such as the ones shown here. Supplied by DMG/Mori Seiki exclusively to Horn, these are milling machine platforms that have been adapted specifically for the company’s tool-grinding needs. Overall, the facility contains more than 200 of these machines, which are grouped according to the types of insert they produce.

Horn employees place recently ground inserts on fixtures in preparation for cleaning and blasting. Following that, the fixtures move to one of eight furnaces for PVD—and, more recently, CVD—coating. After this stage, inserts are ready for packing and shipping.

The machines and personnel in this shot are hard at work producing tool bodies and holders for finished inserts.

Many of the employees that perform various tasks in insert production were trained in Horn’s own apprentice program. The apprentices working with this five-axis machining center are at an advanced stage—trainees learn basic tasks like filing before moving on to manual machining and eventually, CNC machining.



One of the more fascinating aspects of a recent trip to visit Horn in Tubingen, Germany was getting a first-hand look at how the company transforms a powdered mix of various elements into hardened inserts capable of cleaving through even the toughest metal. Click through the picture gallery below to follow this process from start to finish.
Related Content
-
Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
-
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
-
New Machining Technology Works With Old to Restore WWII Submarine
A set of donated boring bars that can be used in a 1954 boring head will enable volunteer machinists to recreate a pair of binoculars for the USS Pampanito.







