
Slideshow: Additive Manufacturing at EuroMold 2011
Here are scenes from a major trade show showcasing additive manufacturing.
.jpg;width=70;height=70;mode=crop;format=webp)
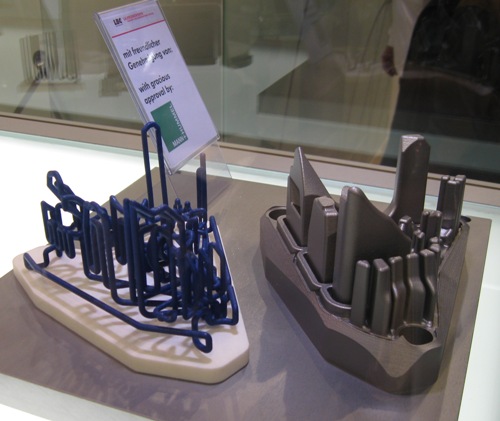
This display illustrates the promise of conformal cooling. In a mold core or cavity produced through additive manufacturing, internal channels no longer have to be straight—they can follow the contours of the mold. The model at left illustrates the cooling channels that are built into the core at right.

This titanium hinge used to be cast, but now is made through direct metal laser sintering on a machine from EOS. The optimized design made possible by additive manufacturing permits a material savings of 65 percent.

Matsuura’s Lumex Avance-25 metal laser sintering “hybrid” milling machine made its debut at this show. The machine combines additive and subtractive processing in a single platform (see next slide).
On the Matsuura Lumex machine, laser sintering adds layers and a milling spindle machines them to ensure surface finish. Producing mold cores and cavities this way permits additive advantages such as conformal cooling. It also allows deep features to be produced by building them up, eliminating the need to burn them later using EDM.
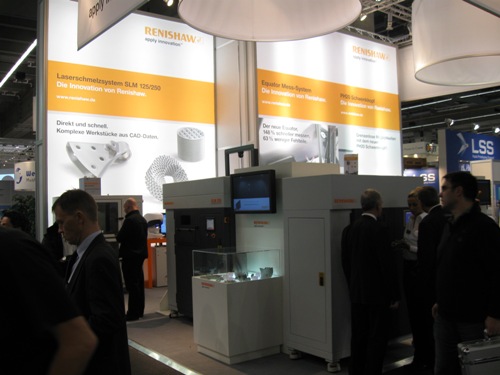
Renishaw, a well-known name in measurement and inspection, is an important name in additive manufacturing as well. The company now offers equipment for additive manufacturing of metal parts through selective laser sintering.

A life-size tree model illustrates the geometric complexity that is easily possible with additive manufacturing methods. This tree also suggests the possibility of assembling additive pieces together to construct larger forms.

To demonstrate the potential resilience of an additively produced plastic part, one of the staff members of 3D Systems’ booth would frequently take a spin on this exercise machine. One plastic petal is conventionally produced, while the other was 3D printed on one of the company’s machines.

In 3D Systems’ booth, students worked on design engineering assignments making use of the company’s equipment.

3D printing technology from Objet is able to combine multiple materials into a single part. Here are a few of the samples illustrating this capability.

Arcam, maker of electron beam melting equipment for producing metal parts, specializes in processes for manufacturing long-term surgical implants. The rough, complex surface encourages bonding with the patient’s bone.

ProMetal RCT, an ExOne company, produces sandcasting molds and cores through additive manufacturing, eliminating the need for a pattern (see next slide).

As this sample in ProMetal RCT’s booth illustrates, patternless casting is a solution that isn’t limited to small parts.
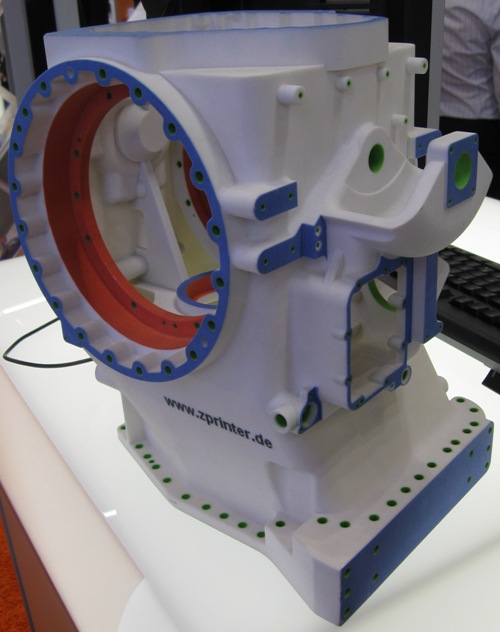
Z Corporation’s 3D printers allow the user to control color. In a model of a cast part, for example, colors can be used to highlight machined surfaces. Different colors might be used to highlight part details that have recently been revised. Just before EuroMold, it was announced that Z Corporation will be acquired by 3D Systems.

The Urbee fuel-efficient concept car uses body parts built through fused deposition modeling on Fortus machines from Stratasys.

Stratasys is able to produce plastic parts though additive manufacturing using high-strength materials. This hydroforming die was created on the company’s equipment. It is lighter and cheaper than a metal die, with less springback. The die has been used to form hundreds of metal parts without visible wear.



One of the most important regular events for additive manufacturing is the EuroMold show in Frankfurt, Germany. The annual trade show devotes a large area of the exhibition floor specifically to additive processes. The show’s attention to additive manufacturing is so large that some exhibitors come here to emphasize additive applications beyond the show’s moldmaking theme. Here are few sights from the additive area of this year’s EuroMold show.








