
Top Shops 2011: Air Flow Research
One of our 2011 Top Shops, this manufacturer of high-performance cylinder heads has a long history of applying five-axis machining to create complex internal features.
.jpg;width=70;height=70;mode=crop;format=webp)







Air Flow Research (AFR) is a leading manufacturer of aftermarket high performance aluminum cylinder heads for small-block Chevys, small-block Fords and big-block Chevys. It also recently launched a patented line of composite intake manifolds that are being developed for a range of applications.
AFR is a third-generation, family-run business. It started in 1970 providing hand porting services for cylinder heads used by top NHRA and NASCAR teams across the country. Household NASCAR names such as Richard Petty, AJ Foyt, Carl Yarbrough, Darrel Waltrip and Junior Johnson were winning with AFR. Plus, top NHRA Pro Stock drag racing teams including Bill Jenkins, Bob Glidden, Warren Johnson and others looked to AFR for increased performance.



After more than 20 years of partnering with professional race teams, AFR began to move in a different direction, taking the knowledge gained from the partnerships and developing affordable aftermarket cylinder heads for the general public. For the first time, weekend warriors and car enthusiasts were able to obtain five-axis, fully CNC-ported heads at a reasonable price.
In the video above, AFR Plant Manager Chris Paul gives a brief overview of the various reverse engineering, machining and five-axis porting operations involved in completing high-performance AFR cylinder heads.
Applying Five-Axis Machining
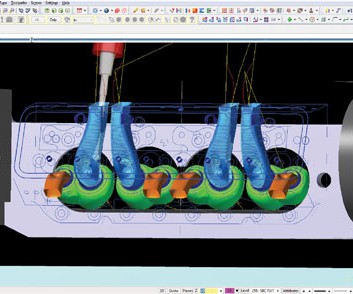
AFR was one of the first aftermarket cylinder head manufacturers to adopt NC technology for cylinder head machining. It progressed to three-axis CNC equipment in the 1980s, and developed a five-axis machining process in the early 1990s to mill head intake and exhaust ports. Initially, the company added fourth- and fifth-axis rotary tables to an existing Fadal machine. However, it later worked with Haas Automation to refine the machine tool builder’s five-axis HS-1 machine. AFR now has 12 such CNC machines performing five-axis porting 24/7.
Cylinder head production begins with castings provided by one of the company’s three foundries. First-op machining is performed on each casting primarily to establish datum points for subsequent operations on a dual-pallet Mori Seiki HMC. Five pairs of castings are installed on the faces of each of two tombstones used on the HMC. The HMC machines each head’s intake, exhaust and deck surfaces in addition to features such as valve guides, valve seats, spring pads and bolt holes. Once these operations are completed, the heads are taken to one of the company’s five-axis machines for intake and exhaust port machining.
AFR benefits from five-axis port machining in two primary ways. First, each machined port is precisely the same, meaning they all have identical flow characteristics. This consistency is impossible to achieve when ports are machined by hand as they were at AFR years ago. Second, five-axis machining creates ports faster than hand porting. Porting a pair of competition-style heads by hand can take as long as one week. Conversely, the cycle time for five-axis port machining of heads ranges from 3 to 6 hours, depending on the type of head.
Key Personnel
- Chris Paul, Plant Manager
- Sergio Ramirez, Engineering Manager
- Leighann Simon, Office Manager
- Tony Mamo, R&D Manager
- Chris Sperling, IT/Marketing Manager
Products/Services
- Two four-axis Mazak FH6800 HMCs
- Four-axis Mori Seiki NH6300 DCGII HMC with 36-pallet system
- 12 five-axis Haas HS-1 HMCs
- Two Haas VF-4 VMCs
- Four-axis Haas VF-2 VMCs
- Two Newen EPOC machines
- Serdi milling machine
- Renishaw five-axis digitizer
- Brown and Sharpe CMM
End Markets Served
- Aftermarket Automotive
- Marine High Performance
- Drag Racing
- Circle Track Racing
- High Performance Street
- Vintage Hot Rod
Workpiece Materials Commonly Machined
- Aluminum
- Bronze
- Composites
- Ductile Iron











Related Content

Building a Better Business: Lessons for Machine Shops From an Unexpected Source
Learning how to be a great manufacturer by listening to the insights of a different industry, homebuilding (which perhaps is not so different after all).
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read More
Same Headcount, Double the Sales: Successful Job Shop Automation
Doubling sales requires more than just robots. Pro Products’ staff works in tandem with robots, performing inspection and other value-added activities.
Read More
Conferences at a Glance - Tuesday
A streamlined itinerary of Tuesday's conferences, including Modern Machine Shop's Top Shop Awards ceremony, at your fingertips. Find out more about today's conferences below.
Read MoreRead Next

Each Shop’s One Big Thing
Top Shops tend to be good all around, achieving excellence or better-than-average ability in almost all of the activities or processes they perform, yet several technologies or strategies stand out as the most influential.
Read More
See How You Stack Up
“Top Shops” benchmarking data sheds light on what it takes to be one of the nation’s leading machining businesses.
Read More
Machining with the Environment in Mind
It’s safe to assume that most shops recognize the importance of being environmentally responsible. However, benchmarking data suggests that the effort shops put into both recycling and reducing energy consumption varies.
Read More