
A Tool Turret Tailored For The Task (Of Multitasking)
When Hardinge Inc. (Elmira, New York) designed its new "flagship" line of multitasking CNC turning centers, it paid particular attention to the turret tooling top plate.





Uwe Eppinger started out as a customer and became a supplier.
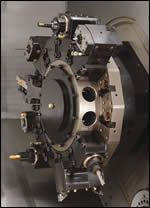
This top-plate style tool turret was designed for hard milling and hard turning on high-end CNC turning centers such as the Hardinge RS-Series and SR-Series multitasking machines.

Toolholder bodies feature a keyway that interfaces with the turret top plate. This design allows the cutting tool position to be adjusted for alignment with the spindle centerline.
When Hardinge Inc. (Elmira, New York) designed its new “flagship” line of multitasking CNC turning centers, it paid particular attention to the turret tooling top plate. On this type of machine, the top plate plays such a critical role that it can be either a weak link or major strong point. Well aware of this, the company chose a turret style that features a self-aligning top-plate configuration. This turret top plate system is integrated on the RS-Series of multitasking turning centers with a “collet-ready” spindle and is available on the SR-Series multitasking turning centers for universal chuck and bar work.
What made the designers so conscious of the top plate’s importance was the experience of the firm that developed this turret design. That firm, Eppinger GmbH, is a German tooling manufacturer originally founded as a maker of static toolholders for lathes. During the last 20 years, the company shifted its focus to live tooling for CNC turning centers. Along the way, Eppinger acquired several Super-Precision Quest turning centers from Hardinge to do hard turning. The turning centers were equipped with VDI tooling top plates, which are commonly found on this type of machine. According to Uwe Eppinger, company president, this application was quite successful.



However, the company discovered that, as effective and flexible as VDI-style tooling is, something more was needed to take machining of hardened materials to the next level of precision and productivity. The VDI system, which is based on a standard that defines a tool shank and matching machined pocket, did not lend itself to extreme hard-milling and hard-turning applications with live tooling in a multitasking environment. Greater rigidity and more precise alignment were called for.
Drawing on its firsthand understanding of these machining challenges, the company developed a new concept for tool-turret design. Rather than relying on the machined tool pockets to position the toolholder body, the design uses a zero-clearance key system. Each of the turret’s 12 stations has a key used to move it along Y axis for a virtually perfect alignment with the centerline of the main spindle. In turn, each toolholder body is positioned with a keyway that is pulled against the key on the top plate. The key makes contact with only one side of the keyway so that key and keyway clearance is not a factor in positioning accuracy. A pushbutton on the top plate activates the gripper retention knob for “hands-free” tool installation. The four bolts that attach the toolholder body to the backplate’s ground surface provide rigidity while tightly locking in the precise positioning, the company says
The toolholder bodies are designed to interface with the company’s modular tooling system. Called Preci-Flex (for precision flexibility), this system features interchangeable components. In each toolholder body, the spindle-collet seats have a ground spindle nose with four threads. The spindle of the toolholder body accepts either a traditional ER collet or an adapter with a cone-face contact that is the same shape as a collet. The adapter is bolted down under the spindle and sits in the ER seat, so it has contact with the ground spindle nose. According to the company, this results in high repeatability and a very rigid connection between the adapter and the spindle.
With the adapter, the cutting tool can be clamped and preset outside the machine while the toolholder body remains attached to the top plate. Cutting tools and adapter assemblies can be exchanged quickly and still achieve highly repeatable positioning with low runout. Precise alignment of the toolholder bodies combined with the low runout of the adapters prolongs tool life because cutting conditions are highly consistent whether turning or milling hardened materials, the company says. In addition, each station can be equipped with a driven tool for cross or end milling/drilling operations.
As a Hardinge customer, Eppinger was eager to share its new turret technology with the machine tool builder. Because of the system’s apparent advantages, Hardinge was equally interested in integrating this turret design on its new CNC turning centers. The Eppinger Self Alignment (ESA) turret is supplied on an exclusive basis as a standard feature for the RS-Series and as an option on the SR-Series.
The two companies concur that the ESA turret complements the capabilities of the new Hardinge multitasking turning centers for which it was designed. The RS-Series machines are intended for hard milling and hard turning complex workpieces in one setup. They feature a collet-ready ground spindle and linear guideways. The series comprises two ranges: three Super-Precision models with overall axis repeatability of 0.00003 inch/0.76 micron, and three general precision models with overall axis repeatability of 0.00005 inch/1.27 micron. Available in two sizes, the SR-Series machines are positioned as heavy-duty “chuck-and-bar” turning centers. The design includes roller guideways and oversized ballscrews. Featuring a 150- or 200-mm three-jaw chuck for applications requiring high horsepower (as much as 30 hp) and high torque (as much as 270 foot-pounds), the models mark the company’s entry into the market for chucking machines in this size range.












Related Content

When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read More
Inverting Turning and Five-Axis Milling at Famar
Automation is only the tip of the iceberg for Famar, which also provides multitasking options for its vertical lathes and horizontal five-axis machine tools.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
