
Automated CAM Turns Programmers Into Engineers
Faced with programming bottlenecks, this OEM leveraged the automatic feature recognition and toolpath associativity capabilities of Edgecam CAM software to automate the machining of repetitive parts.

PGI uses large machining cells such as the one shown here to manufacture its manifolds and valve covers.
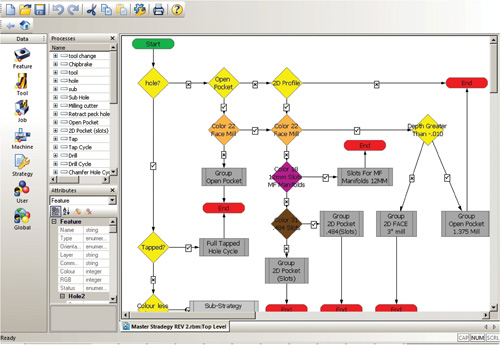
Edgecam’s Strategy Manager depicts the machining strategy for a typical turning job at PGI.
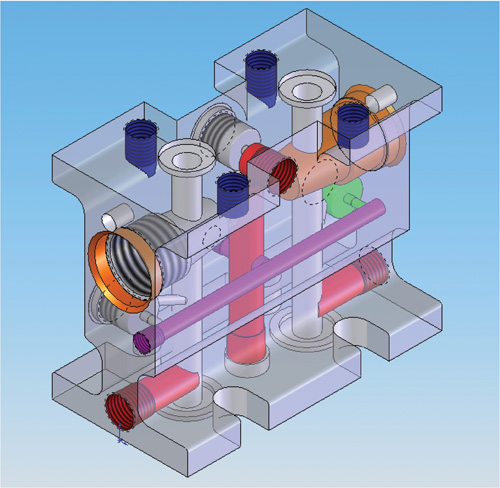
This cutaway image depicts a typical PGI valve manifold.

Tim Caron, manufacturing engineer and lead programmer, works on a new valve manifold program in Edgecam. The Strategy Manager is visible on the left-hand screen.



Spending days isolated in a programming office typing variables such as hole locations, diameters and depths; thread styles; pockets; and bosses into dialog boxes might make a skilled machinist feel like little more than a data-entry clerk. While generating proper machining code is extremely important, such duties can be wasted on those with strong manufacturing skill sets. These employees’ time would likely be better spent innovating, troubleshooting and training on the shop floor.
PGI International has overcome this troublesome scenario. Frustrated with keeping its most valuable workers tied up in programming, the Houston, Texas-based OEM recently implemented what it calls its "Zero Code Initiative." That is, it has almost completely automated CNC machine programming with toolpath associativity and automatic feature recognition. As a result, PGI has not only enabled its best machinists to do what they do best, but also improved productivity, assured revision control for its valve body and manifold products, and provided foolproof capabilities for upgrading processes and tooling whenever an opportunity arises. A prime facilitator of the initiative is Edgecam CAM software from UK-based Planit Solutions (the company’s U.S. headquarters is located in Southfield, Michigan).



"Our Zero Code Initiative means we are going to a zero programming environment," says PGI manufacturing engineer and lead programmer Tim Caron. "No code is written conventionally."
PGI is a privately held company that employs more than 500 people worldwide. It produces instrument valves, manifolds, agricultural valves and oilfield components. A significant portion of the company’s roughly $60 million in annual sales comes from its valves and manifolds, which are sold standalone or built into other PGI systems.
At the front end of the company’s programming systems are SolidWorks CAD software from Dassault Systemes and Edgecam Solid Machinist, which is used to import design files from SolidWorks. Before the Zero Code Initiative, however, this capability was typically not used, contributing to a bottleneck in programming. Rather than importing design files with Solid Machinist, programmers typically redrew the geometry of every job in CAM. Additionally, they insisted on proofreading their work, which often amounted to thousands of lines of code per job, despite the availability of Edgecam’s CNC code verification and simulation modules.
Following this conventional approach to CNC programming had significantly hampered output and productivity at PGI. Programming was slow and unique to each programmer, so standardized programs were rarely available on the shop floor. Having literally thousands of programs on the floor left the company with no effective revision control, and process upgrades were extremely difficult. As an example, Mr. Caron cites the fact that the company’s recent switch to indexable carbide cutting tools was stalled for years. "Even the smallest process change was a huge hassle and avoided whenever possible," he says.
By fully leveraging the capabilities of Edgecam, the company has significantly improved its method for programming CNC machining operations. Programs are now assembled from individual geometric features using macros written by Mr. Caron and Edgecam application engineers. Each job starts with a "seed" program that includes things such as setups, datum references and datum verification procedures with on-machine probing. The overall process is managed by what Mr. Caron calls his "all in one" macro.
Specific Edgecam features that contribute to achieving the company’s goals include Strategy Manager, automatic feature recognition and Tool Store. Like many OEM products, individual part features at PGI seem to repeat endlessly—as Mr. Caron puts it, the company programs "features, not parts." When a job is released from design to manufacturing, automatic feature recognition acts as the Strategy Manager’s eyes by identifying part features already in the database and calling out new ones. These features are preprogrammed in Strategy Manager, which functions as the
programmers’ database.
"Whenever we think of a better way to program a feature, we update its machining strategy as a global process change," Mr. Caron says. Additionally, time is no longer wasted in maintaining, archiving and updating old part programs, because the company deletes every program after running it.
Preprogramming part features in Strategy Manager enforces program standardization and consistency of methods in the factory. The Strategy Manager also handles revision control and updates to tooling processes. Tool Store, the Edgecam database for cutting tools and spindle assemblies, always reflects the cutters loaded in each machining center’s ATC. Solid Machinist also plays an important role. In addition to ensuring that all geometry and manufacturing information from the product designers’ SolidWorks files are transferred properly to Edgecam, it alerts applications engineers of every design change.
Although programmers and manufacturing engineers have used feature-based programming for many years, PGI has taken it one step further. The Strategy Manager automatically generates all cutter paths for a given part from that part’s features. For each type of valve or manifold, Strategy Manager fills in the blanks for dozens of machining variables. Thus, jobs that once took 3 to 6 hours of complex, tedious programming are now finished in 30 minutes or less.
As a result of the Zero Code Initiative, PGI has realized a 400-percent gain in application engineers’ productivity. Today, three programmers handle an average of 600 jobs per month, or 200 jobs each. Previously, four programmers did about 200 jobs a month, or only 50 jobs each. Moreover, production often begins on jobs 2 to 5 hours sooner compared to the previous process. Production costs have been reduced by a fifth, inventories have shrunk and secondary setups have been nearly eliminated. And with preprogrammed features now standardized, upgrading machining methods and tooling is much easier. Of course, the biggest long-term transformation is freeing skilled machinists to spend their days on the shop floor rather than entering data.
PGI continues to work to improve its processes. The company aims to make further strides in foolproof feature finding, which is key to successful cutter path automation. That means encouraging product designers to draw features consistently so they can be found without fail. Secondly, Mr. Caron wants to make cutter path automation maintainable with new features and strategies. "We want to make upgrades and enhancements second nature to programmers instead of something to be avoided," he says.
















Related Content

4 Steps to a Cobot Culture: How Thyssenkrupp Bilstein Has Answered Staffing Shortages With Economical Automation
Safe, economical automation using collaborative robots can transform a manufacturing facility and overcome staffing shortfalls, but it takes additional investment and a systemized approach to automation in order to realize this change.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read More
Which Approach to Automation Fits Your CNC Machine Tool?
Choosing the right automation to pair with a CNC machine tool cell means weighing various factors, as this fabrication business has learned well.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
