
Automation Events Highlight Deburring
This tedious, costly and complex operation was one focus of two complementary, same-day events that covered virtually every aspect of industrial robotic automation.


At the amtExpo, robotics supplier FANUC America Corp. highlighted its Image-to-Path software. Based on feedback from onboard-vision technology, the software identifies the actual locations of part edges and adjusts the deburring tool’s path accordingly. Some discussions around the display focused on the advantages of finding actual part edges compared to using only offsets to ensure correct positioning.
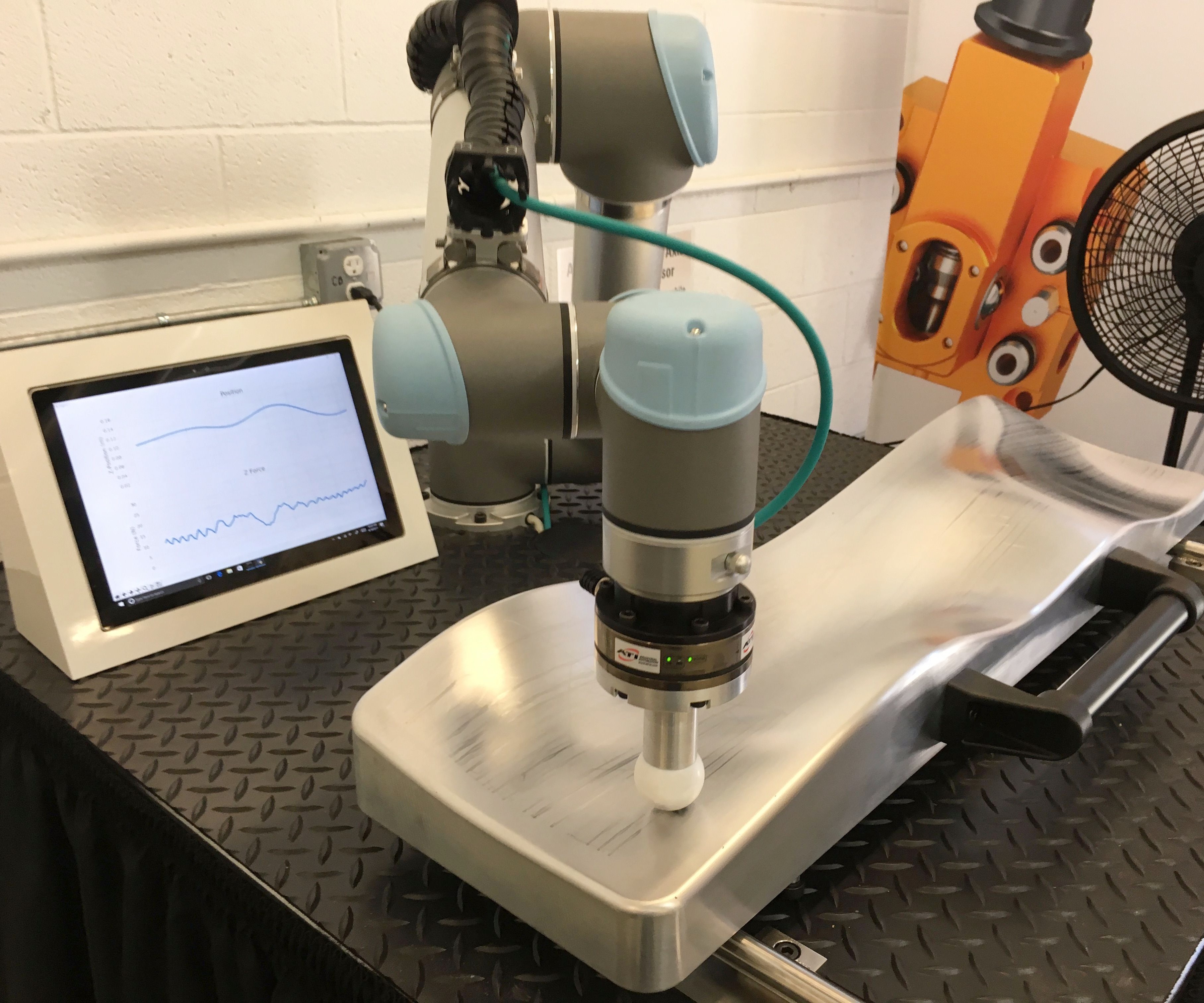
ATI’s new Axia80 six-axis force/torque sensor enabled this robot to maintain constant force on the surface throughout its path, even when attendees pushed or pulled on the handle. One highlighted sensor-related technology that can be particularly beneficial for deburring is Kuka Robotics' Force Control. By adjusting robot movement in real time from force/torque-sensor feedback, the system can reportedly specify contact forces relative to the programmed path, directly monitor those forces, detect faults, and compensate for tool wear or other process fluctuations.

Deburring demonstrations at both facilities employed ATI’s Flexdeburr line of Radially-Compliant (RC) deburring tools, examples of which are shown here (the company supplies only the holders, not the cutting inserts themselves). As the tool travels about the part profile, air pressure forces the cutter back toward the center of the holder, and thus, into the workpiece surface at a user-specified force level. Representatives report that the company is working on electric models.



Whether they were transporting parts, building complex assemblies or serving iced cream, the robotic displays on the floor at Applied Manufacturing Technologies (AMT) during the recent amtExpo made automation look easy. However, anyone with first-hand process-automation experience can attest that integrating robots can be anything but. Hosted August 9-10 in Orion Township, Michigan, the automation engineering specialists’ event provided opportunities to network with 400 people and 60 different companies to learn about what it takes to successfully automate.
One of the more complex tasks that’s both common to machine shops and highly beneficial to automate is deburring. While application displays left little doubt about the possibility of automating this process, attendees who had the opportunity to attend a complementary event down the street learned that technology isn’t necessarily the biggest hurdle to doing so.



Accessible via a short shuttle ride from AMT, ATI Industrial Automation’s Annual Technology fair highlighted applications of the company’s automatic tool changers and force/torque and collision sensors. There, presenter John Lucier, national automation manager for Methods Machine Tools, explained that part of the battle of automating deburring is convincing manufacturers that it’s worth doing in the first place.
The problem isn’t motivation, he says. After all, manufacturers that still deburr manually certainly understand the financial (and sometimes even physical) pain that comes with using hand tools to smooth minute imperfections on part after part. They understand that this work is tedious, potentially dangerous, inconsistent by nature and renowned for bottlenecking production lines. Where they tend to balk is the seemingly high cost of robot arms, particularly in comparison to the cost of the machines doing the bulk of the metalcutting in the first place. Mr. Lucier argues this comparison is wrongheaded. That is, the cost of the robot arm shouldn’t be compared to that of any equipment, but rather, to the cost of the labor it will replace (typically, the salary and benefits of a skilled person who can often be better repurposed elsewhere). In fact, Mr. Lucier made this same cost-comparison argument earlier this year in an interview with Modern Machine Shop, resulting in an article with an accompanying video of a complex deburring and cleaning cell.
Even with a clear understanding of the potential return on an investment in automated deburring, how should a manufacturer actually implement it? Here are a few tips courtesy of Charles Young, senior product manager of metal-finishing specialist Acme Manufacturing Co. and another presenter at the ATI event:
- Do the work by hand first. Deburring is a complex task, and it can’t be rushed. Doing things the old-fashioned way first can help manufacturers determine the right tooling, parameters and other process inputs more easily than would be possible by working it out on a robot from the beginning.
- Be wary of offline programming. Granted, it may well be possible for the application, and it may save significant time. However, along the same lines of the above, deburring is an operation that benefits from the “feel” that can come only on the shop floor.
- Have plenty of parts. How will the chips flush? What will the burrs look like? Answering such questions typically requires working out deburring routines on real parts, not 3D-printed prototypes or other approximations. Make sure enough workpieces are available to develop a truly efficient process.
- Don’t expect robots to be machine tools. They lack both the accuracy and the rigidity of dedicated metalcutting solutions. Let the machine cut the part, and let the robot handle small volumes of material that would be inefficient or impossible to remove on the machine.
- Finish the finishing operation. Removing one burr can often create two smaller burrs, one on each edge of a chamfer. A wire or nylon brush is often well-suited for the necessary cleanup operations.
- Mind your locations. Programmers should pay particular attention to the tool centerpoint, and vision or probing systems should be employed to ensure proper orientation of the workpiece.












Related Content

Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read More
Zero-Adjustment Bar Pullers Simplify Turning Automation
Spring-loaded grippers and adjustable programming are enabling bar pullers to fulfill their promise to save time and money in CNC turning automation.
Read More
Niche Work If You Can Get It: A CNC Machine Shop Crafts Its Own Destiny
The latest innovations in metalworking aren’t always related to CNC automation or robotics. For Rosenberger North America, a 2022 Top Shops Honoree, it is the company’s niche processes that create the biggest successes.
Read More
Weiler to Debut New Automation Features For Its Lathes
Weiler’s V 110 four-way precision lathe introduces features new to the U.S.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More