
CAM Software Cuts Production Time, Increases Quality
Performance Motion's business growth necessitated increased efficiency and expanded capabilities. Implementing Vero's WorkNC CAM software reduced cycle times, improved quality and expanded capabilities.

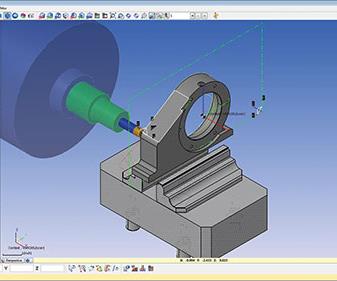
The housing of the production rotary table is visible in this screenshot from WorkNC. The cycle time for this part was reduced significantly when the company switched to the Hurco five-axis machine and WorkNC.
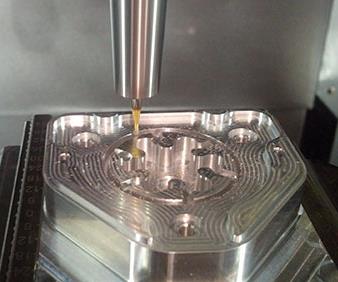
Performance Motion could not produce this finished engine block for a four-stroke radio-controlled-car engine before acquiring WorkNC. Collision control is a necessity for parts like this. The toolholder can run a part clearance of 0.050 inch in many areas.
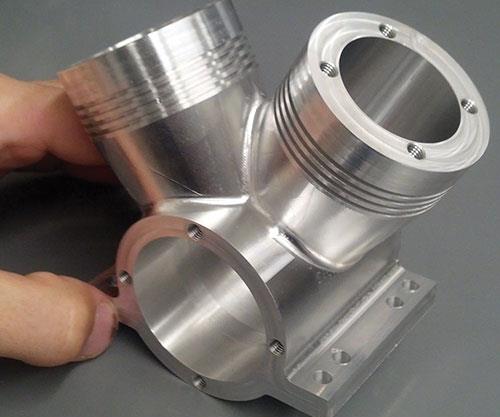
The software makes it quick and easy to prove out prototype designs of new parts like this vacuum pump prototype.

Prototype parts that aren’t yet proven out need to be quickly and accurately made. One way to do this is to machine parts in one operation, leaving small tabs on the bottom of a part that can easily be snapped off.



While Performance Motion historically has catered primarily to hobbyists—customers with a knack for designing and building expensive “toys,”—it is also expanding to incorporate other markets and take advantage of its growing capacity by performing general machine work. As business has picked up, the company’s three partners have seen plenty of opportunity for future growth if it increases its efficiency and expands its capabilities. To accomplish this, they decided to acquire a new five-axis machine tool. However, the partners knew they would also need to invest in new CAM software to ensure full use of the machine’s capabilities. Using Vero software to program its new Hurco machine, the shop was able to do just that, along with reduce cycle times and improve part quality. It was also able to extend the CAM benefits to its older three-axis machinery.
Based in Xenia, Ohio, Performance Motion specializes in making motion-controlled products for CNC equipment—specifically touch probes, rotary tables and 3D printers—and the software needed to program this equipment. The company makes hundreds of parts to produce a probe, while 3D printers and CNC rotary tables require 40 to 50 parts. Performance Motion designs, develops and manufactures 90 percent of its products in-house, including hardware, software, electronics and circuitry, catering primarily to hobbyists. However, it has been expanding to incorporate other markets and taking advantage of its growing capacity by performing general machine work. Yet, one challenge in this expansion was its three-axis machinery.



“We were at the point where we were designing parts that could be made on the equipment we had rather than parts that we really wanted to make,” says plant manager and co-owner Vic Hartings. “It worked, but it wasn’t the best.”
To remedy this, the company acquired a new five-axis Hurco mill and decided to try the WorkNC CAM solution by Vero Software (Southfield, Michigan). After two days of training on the new Hurco and a one- or two-hour crash course in WorkNC, the shop was up and running, making five-axis parts in a couple of days.
In particular, Mr. Hartings saw improvements in a rotary-table housing application. What once took 45 minutes to produce using his former software and a three-axis machine with indexer now takes just 17 minutes using the new Hurco and WorkNC. Plus, the new process achieves twice the quality, and cycle times are a third to half of that they used to be in some cases, he says. Moreover, making customer-specific changes on the fly takes just a few minutes.
Mr. Hartings credits WorkNC’s Dynamic Stock Model Management for this increased productivity. Machining the rotary table requires removing a great deal of stock before finishing operations can be performed, and WorkNC enables Mr. Hartings to constantly update the stock model of the part as he programs.
For example, he can program a 2-inch aluminum cutter to remove the main bulk of material, then change to a 0.5-inch end mill and, finally, to a 0.250-inch end mill to complete the finishing. As the tools decrease in size, WorkNC can identify where the 2-inch cutter was too big to access leftover material, and it uses the 0.5-inch cutter in those spots, leaving just enough material for finishing, he says.
In addition to reducing cycle time, the shop was able to improve the quality of the rotary-table housing with WorkNC’s Auto Engrave feature. Auto Engrave simplifies the creation of text and numbers as WorkNC curves that can be directly positioned inside a chosen view. Complete curve sets, or engravings, then can be saved as templates for reuse.
The benefits of the CAM implementation have also extended to the company’s three-axis machinery. By reprogramming older, three-axis parts in WorkNC, the company has been able to save time and improve part quality, especially with flat-surfaced parts that feature different sizes of holes and pockets. WorkNC’s Flat Surface Finishing tool path is optimized for high-speed machining, and designed to deliver smooth spiral pocketing and a large angle radius. This feature helps Performance Motion create one fluid tool path to complete all the finishing work on the flat surfaces.
With the former CAM package, the shop had to machine flats and walls in two separate operations. This created two problems: Mr. Hartings had to spend more time programming the part in the CAM software, and it created extra tool paths that weren’t needed. For instance, the cutter would make an extra pass in the corner, or edge, of a pocket that was already machined in the previous operation. WorkNC fixed the two problems by programming one tool path for finishing both the floors and walls of a part, he says.
Another feature, the WorkNC Drilling Manager, also helps save programming time by automatically detecting holes in the part model and displaying the information in a window that enables Mr. Hartings to easily and quickly assign center-drilling, drilling, tapping, boring and thread-milling operations. This is a significant time-saver when there are a bunch of holes in a part, he says, especially in five-axis machining.
For Mr. Hartings, who enjoys both new machining challenges and the predictable “normalcy of production,” another benefit of using WorkNC is the ability to devote time to tackling new projects with greater freedom.
“What’s really cool about WorkNC is the automation,” he says. “I can load my part, set up my stock and easily go from there. The software knows a lot, in the background of the program, about how to machine a part. It allows the programmer to think about the more complicated work by automatically taking care of the easier stuff. WorkNC takes something relatively easy, but time-consuming, and makes it quicker and easier yet.”
In addition to the automation inherent to the software’s Drilling Manager, WorkNC’s automatic collision-checking capabilities have increased efficiency at Performance Motion. For example, in finishing operations, the collision check will machine everything it can without colliding the tool and toolholder with the part, then it only saves the toolpaths that are collision-free, Mr. Hartings says.
The collision-checking capabilities of WorkNC paired with the new five-axis machine have also enabled the shop to tackle previously untried projects such as designing a new engine block for radio-controlled cars. The three-axis machines could not have taken finishing passes that have only 0.05 inch of clearance between the spinning toolholder and the finished part’s surface with the previous software, he says.
WorkNC also enables the shop to machine more complex parts. According to Mr. Hartings, what would have taken five to six hours to program using the old software now takes about an hour. That extra time can now be spent on tasks other than programming.
An added benefit of the automation and overall increased efficiency of WorkNC is that Performance Motion can now focus on the design and production of prototype parts. Mr. Hartings utilizes CAD software, as well as the CAD capabilities of WorkNC, to produce solid models that are easily imported into the CAM software. He says he usually has a part running on the machine or done in his hand within two to three hours of loading the part in WorkNC.
“WorkNC allows us to design something, make it and prove it out in a short period of time,” he says. “What’s interesting for us is that we make 3D printers, and we print a lot of prototype stuff on our printers. In some cases, I can machine the part in less time than it takes me to print it.”
While Performance Motion has never produced molds from which it could produce its own parts, the addition of WorkNC stands to change the game for Mr. Hartings and his team. In fact, the company is gearing up to release its first molded part.
“With WorkNC, we have the capability to make our own molds and parts,” he says. “It’s a huge cost savings. It’s really opened up a whole other capability for us.”
















Related Content

How this Job Shop Grew Capacity Without Expanding Footprint
This shop relies on digital solutions to grow their manufacturing business. With this approach, W.A. Pfeiffer has achieved seamless end-to-end connectivity, shorter lead times and increased throughput.
Read More
TTI Brings Specialty Gear Production In-House with Multiaxis Machining
By investing in a 3+2-axis machine and utilizing simulation software for diagnostic checks, Techtronic Industries turned a four- to ten-week lead time into a one- to two-week lead time.
Read More
When to Use Custom Macros With a CAM System
Custom macros can offer benefits even when using a CAM system to prepare programs – but must be implemented with the right considerations.
Read More
Fearless Five-Axis Programming Fosters Shop Growth
Reinvestment in automation has spurred KCS Advanced Machining Service’s growth from prototyping to low-and mid-volume parts. The key to its success? A young staff of talented programmers.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More