
Can Additive Manufacturing Increase Milling Feed Rates?
With PCD tooling, yes it can. The diamond cutting edges demand a large number of flutes to realize their full effectiveness. Traditional methods for making cutter bodies limit the number of flutes, but 3D printing is delivering tools with higher flute density and other enhancements as well.
.jpg;width=70;height=70;mode=crop;format=webp)

On this 10-flute tool, the narrow and deep pockets between flutes could be produced through machining, but the machining cycle would be complex and long. A high helix angle for the flutes compounds the geometric challenge. But additive manufacuring makes this form easy to achieve—the cutter body was grown through selective laser melting.
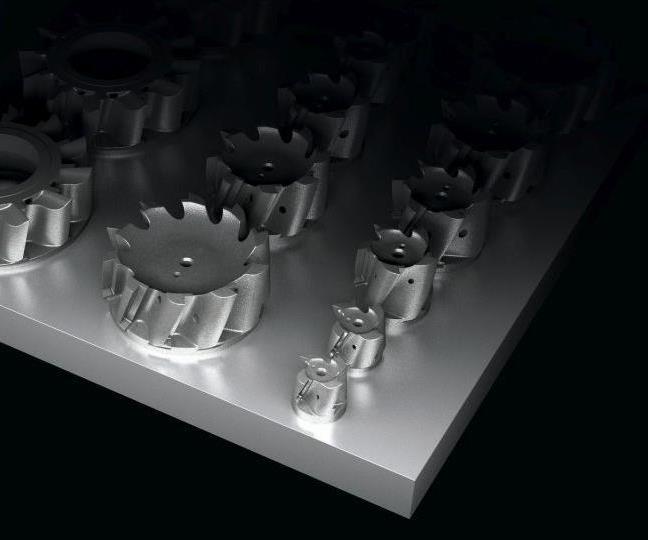
Cutter bodies are grown several at a time in each additive cycle. Different standard or custom tools can be grown together in the same build as they are needed.

The shank of the tool is still produced conventionally, because machining is far more efficient for a form such as this. The head and shank are combined through laser welding. Welding 3D printed heads to mass-produced shanks will also provide an effective way to deliver special-order tools.

The possibilites extend beyond milling. This new drilling tool from Komet also leverages 3D printing. Complex features of the tool provide passages through the flutes enabling the chips to be safely transported out of the drilled hole. This tool design leverages additive manufacturing for the geometrically complex components, with machined and 3D printed pieces assembled together to make the final tool.



The promise of additive manufacturing will be found in products that are designed for additive manufacturing—that is, products that take full advantage of the geometric freedom that 3D printing can realize. A recent successful example of this relates to milling cutters. Komet’s “Revolution” line of milling tools includes tool bodies made through metal additive manufacturing to realize design features including a flute density higher than what is practical to achieve on conventionally manufactured tools. When it comes to cutting edges made of PCD (polycrystalline diamond), more flutes on the tool translates directly to faster feed rate. Thus, Komet is actually using additive manufacturing to make subtractive manufacturing more productive.
Company director of production Cullen Morrison sees making tool bodies through 3D printing as being the way of the future, at least for PCD. This cutting tool material often can take advantage of all the flutes it can get, he says. It is capable of such high material removal rates in the materials it typically cuts—aluminum and carbon fiber composite—that the number of flutes can be the limiting factor on feed rate and productivity. This is increasingly true as facilities using this tooling adopt modern machine tools with high acceleration rates. However, obtaining a high number flutes is problematic in cutter bodies made through machining, because the small pockets resulting form high flute density have to be milled out painstakingly using light cuts with small tools. Additive manufacturing offers a more efficient option.



Now, high-flute-density bodies are grown several at a time at Komet’s headquarters in Germany on a selective laser melting machine from Renishaw. After these bodies are separated via EDM from the build plate used in the additive process, they are ready for the PCD edges to be brazed on. Komet grows only the heads of the tools this way, laser welding them onto the shanks, because the shanks can be manufactured more economically in conventional processes.
Mr. Morrison says the advantages of additive manufacturing for the cutter heads go beyond flute density. There is also the flute pitch. Previously, a pitch of 4 to 5 degrees is the best the company could efficiently achieve, because the clearance challenges of reaching a cutting tool past the flute in order to mill out the pocket precluded a steeper angle than this. But in this case as well, the geometry consideration poses no challenge for additive. On the new tools, Komet has produced flute helix angles up to 20 degrees.
The 3D printed tools likely will also realize longer life, he says. The reason is coolant delivery. With additive, coolant channels can be grown inside the tool along snaking paths that exit precisely where the fluid can be most effective. On previous tools, the positioning of coolant channels was always a compromise resulting from the need to drill a straight hole past the clearance obstacles in the way of this drilling.
One other advantage of additive manufacturing might be the most transformative of all, he says: It will permit faster lead times for special tools. This advantage is particularly apparent to the Schaumburg, Illinois, Komet facility where Mr. Morrison works, because nearly all of the manufacturing here relates to specials. With 3D printing, the range of design options for these special tools increases, and unusual designs specified by special-order customers can move into production practically as soon as they are modeled.
It will take more additive manufacturing capacity to fully realize the promise of the capability for special orders, he says. The company is exploring how far to advance with this means of production, and how quickly. As yet, there is 3D printing capacity only in Germany. But even so, the lead time for 3D printed tool bodies made here is so fast that the distance is potentially no obstacle to serving customers in the U.S. efficiently. He says one possible scenario being discussed for custom tools is this: While the U.S. customer’s special cutter head design is grown additively in Germany, the Illinois facility can simultaneously machine that tool’s shank. The 3D printed head would then be sent to the U.S. and welded to the shank there, ultimately still allowing the tool be delivered within a much tighter window than today’s manufacturing methods make possible.












Related Content

Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
Read More
Selecting a Thread Mill That Matches Your Needs
Threading tools with the flexibility to thread a broad variety of holes provide the agility many shops need to stay competitive. They may be the only solution for many difficult materials.
Read More
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read More
New Machining Technology Works With Old to Restore WWII Submarine
A set of donated boring bars that can be used in a 1954 boring head will enable volunteer machinists to recreate a pair of binoculars for the USS Pampanito.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
