
Coating Removal for Turbine Components
A precision abrasive waterjet process provides a clean and green solution that can be more cost effective than traditional acid stripping and grit blasting for removing coatings from turbine components.
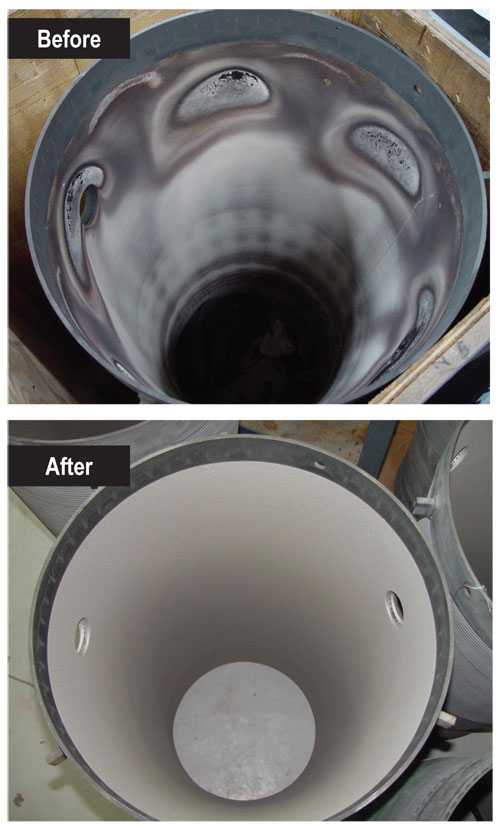
The AWJ precision process provides thorough cleaning and protection to extend useful part life while lowering total cost. These photos show a liner before and after cleaning.
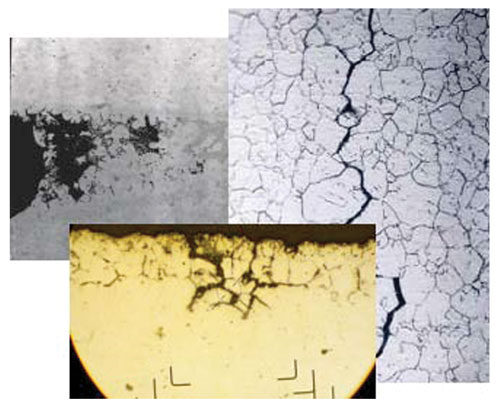
One result of acid stripping is inter-granular attack (IGA). Acid Stripping is not environmentally friendly.
CNC control allows the AWJ process to deliver precise results at a lower total cost using an environmentally friendly (green) process. Here is a part shown with and without TBC stripping.
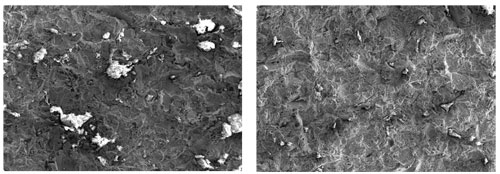
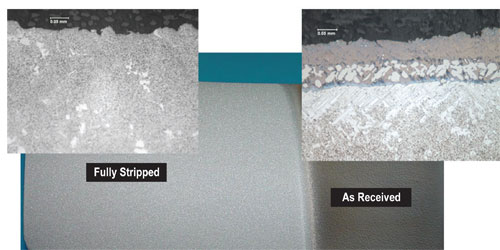
Grit blasting can re-contaminate the surface and destroy bond interface. The image on the left shows surface contamination after grit blasting, compared to waterjet cleaning shown on the right.



Superalloy components require coating systems to protect the base metals from the extraordinary operating environments of gas turbines. These tenacious coatings are designed to resist the oxidation and corrosion created by the combustion process in the turbine hot gas path. The coatings also resist removal when they become depleted during operation.
Most modern hot gas path coatings consist of a ceramic thermal barrier coating (TBC) on the outer surface and a “bond” coat between this TBC and the base metal. Typically, acid stripping and grit blasting of these bond coatings from superalloy components can cause both metallurgical and dimensional damage to the parent metals.



Acid stripping and grit blasting of MCrAlY bond coatings from vanes, blades, shrouds, liners and transition pieces are destructive processes. Exposure to acid can result in stress corrosion cracking, pitting, and alloy depletion. Grit blasting can result in uneven material removal and thinning of the base metal. Environmental issues are also becoming increasingly important.
An abrasive waterjet (AWJ) process gently removes the coating without compromising the base metal integrity—there is no inter-granular attack (IGA). The process is a clean, efficient, and repeatable process for removing MCrAlY coatings from hot gas path components. This environmentally friendly process is gaining momentum as the preferred method for the factory of the future.
A Solution with a Problem
Typical problems from acid stripping can include IGA. Many OEMs and users limit part repairs to one cycle because of IGA. In addition to the IGA, acid stripping leaves smut that contaminates the interface.
Acid requires masking to avoid removing the internal coatings, and subsequent unmasking. These additional processes are expensive and add no value. A poor mask can destroy internals and scrap the part. The acid stripping process is a batch lot process, and it is not unusual to find a group of industrial gas turbine (IGT) parts being damaged due to acid variability.
Acid attacks braze from previous repairs, reducing part life and adding to the total cost of the operation. Braze metal in brazed joints are often attacked due to the difference in material composition and porosity. Braze tends to absorb the acid and make it difficult to remove. Acid stripping also does not evenly or uniformly remove the bond coat. Parts require subsequent hand processing to clean up, adding more labor cost.
Internal cavities and areas such as the highly stressed blade root must be protected from strong acids. Also, control of the acid bath requires close monitoring. The process is “dynamic,” and the chemistry of the bath is constantly changing due to the part/acid reactions and losses from evaporation.
The intent of the acid bath is to strip coatings, but the byproducts are both costly and damaging. Environmental issues and costs must also be factored in.
Both aero and industrial applications are particularly vulnerable since their superalloys contain materials such as chromium and similar heavy elements. When these materials are put into solution they become toxic in nature. Personal exposure limits have recently been lowered by the EPA to lessen the probability of long-term health issues due to exposure to such materials.
Because of shortcomings in the acid stripping process, like incomplete removal and smut, a grit blast process follows.
Grit Blasting
Grit blasting with aluminum oxide also has its drawbacks. It is a hand-held operation and is typically done by the plant’s least trained personnel. It is the least controlled of all repair processes, yet the most pervasively used.
Grit blasting can result in uneven material removal and thinning of the base metal. The coating and the base metal are both gray metallic in coloring, which makes it hard to distinguish the coating to be removed from the base metal. With a hand-held grit blast operation, uneven removal is the normal result. Grit blast guns use coarse grit that breaks down to finer grit during a typical liner blasting, leaving a dirty residue. It is difficult to insert the gun by hand (up into a liner, for example) and still be able to hold a consistent tolerance, especially when the color difference between the coating and the base metal is not apparent.
Grit blasting usually results in uneven removal, and distortion of geometry, besides contaminating the surface interface with Aluminum Oxide (Al2O3). Most turbine manufacturers control the amount of contamination in the interface between the coating and the substrate. Alumina contamination negatively impacts the tensile bond integrity. Because of incomplete bond coat removal, and contaminated surfaces, patches and even sheets of coatings are known to come off in initial service, or long before normal warranty outages. Sometimes coatings come off as they are applied, causing as high as 40% rework. Worse, many repair processes call for additional grit blasting if residual grit is found at fluorescent particle inspection. More grit (dirt) perpetuates the problem!
Precision AWJ Processing
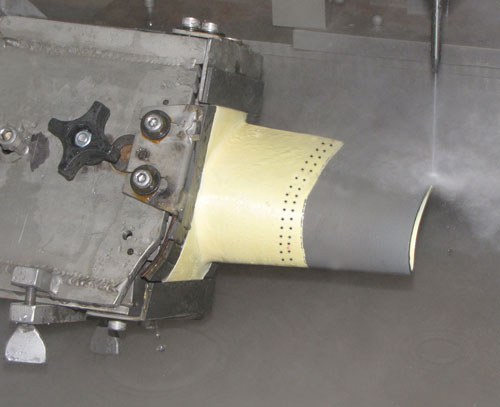
Precision AWJ processing is a predictable, repeatable and environmentally friendly process that removes coatings without damaging the turbine component while lowering total costs.
A 5-axis computer numerically controlled (CNC) AWJ removes the coating in iterative steps. The process behaves like a machine tool with material removal rates being controlled by speeds, feeds, pressures and material flow.
Since coating thicknesses naturally vary, an X-ray fluorescent device reports elements such as yttrium that decline in intensity as the base metal is approached. With this type of process control, it is sometimes possible to realize additional repair cycles in some components due to minimal damage to the substrate.
This CNC process has many advantages. First, it is a highly controlled mechanical removal process—sort of a surface milling process with tight tolerance control. It doesn’t put chrome into solution, like acid; it is instead a mechanical removal process. The machine is actually capable of holding positional tolerance to less than 0.0005 inch. The waterjet stream is controlled to a specific distance from the surface, with feed and speed controlled by software that keeps the offset normal over the entire form of a blade for, example. Coating thickness is measured before and after the AWJ to insure full removal of the bond coating and diffusion layer, as well as any contamination or corrosion under the bond coat. The process has the consequence of removing craze cracking, and deep cracks better than fluoride ion cleaning.
The remaining surface is also cleaned of all surface contamination and, in some cases, shows directionally solidified (DS) grain structure and DS etching. Most companies using this method then bag the part and send it directly to coating. Grit blasting re-contaminates the surface and destroys the bond interface. Process controls are in place to measure before and after conditions to verify removal over the surfaces where it is desired.
Because of the CNC processing, single part flow occurs that beneficially reduces risk of batch lot errors. Actual part processing time is much less than with acid and grit blast, at usually lower total costs. The AWJ process can remove the TBC and bond coat in one process. Grit blasting of TBC and bond coating in some cases may be slightly lower in cost but at the higher total expense of lower service life and reduced repair cycles.
During the last five years, a large number of users, independent service providers and major OEMs have provided extensive scrutiny, qualifications and approvals of the AWJ process. This testing has resulted in increasing utilization of the stripping process on almost every frame and application, including blades (buckets), vanes (nozzles), liners, transition pieces, and shrouds.













Read Next

Deburring by Water Jet
The added value of reduced rework and increased longevity of components by using a thoroughwashing or deburring system versus an ordinary wash station can be dramatic.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More