
Concentric Clamps Hold Down Setup Time
A problem for many shops is that workpiece blanks vary from one to another. This is especially true with molded part blanks such as castings and forgings. These variations require some flexibility from the workholding device.




Concentric clamping is a method that locates a workpiece blank off the intersection of two imaginary lines that effectively bisect the workpiece. Using linear or round clamping elements, the system accurately repeats location from part to part in spite of variations in workpiece blanks.
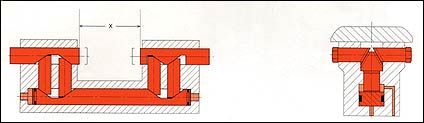
These cutaways show the “sliding dog” mechanism used in the linear and round concentric clamping elements. Hydraulic actuation of the moving elements gives balanced stroke distance and controlled clamping force.
How a workpiece is positioned for the machining process has a critical influence on the quality and output of the machine tool. There are as many ways to hang on to a workpiece as there are workpieces. Workholding variety notwithstanding, there are some basic commonalities in any attempt to properly secure a workpiece blank to a machine tool.
The goals of holding a blank include trying to provide maximum access of the cutting tool to all surfaces and features of the work. At the same time, the work must be held securely enough not to fly across the shop when a cutter engages it. Moreover, the clamping forces on the workpiece should be such that warping and deformation are minimized.



A problem for many shops is that workpiece blanks vary from one to another. This is especially true with molded part blanks such as castings and forgings. These variations require some flexibility from the workholding device.
Traditionally, these parts are clamped on the contour of the part blank. Because of the variations in the blanks, this method can lead to inaccurate positioning or increased setup time to locate the part and comp the machine tool.
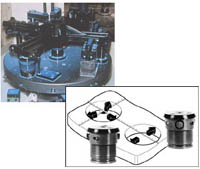
Carr Lane Roemheld (St. Louis, Missouri) has developed a new concept to help shops deal with castings, forgings and sintered part blanks. They call the system concentric clamping. The idea is to bisect the workpiece blank using an imaginary line. Instead of locating off the contour of the part, this system locates off the centerline of the workpiece.
The clamping elements are modular, composed of passive and active components. The active modules are actuated hydraulically and can be operated from the machine hydraulics or an independent hydraulic pump.
Two active designs are available with this system. A linear clamping element holds work on the OD with sliding clamps, much like a vise. A round concentric clamping element is used to grip on the ID of a hole or cutout on the workpiece blank. Standard clamping range for these ID elements is from 1 to 10 inches in diameter. The round clamps are made with two or three-way elements for location or centering as needed. Repeatability of the two and three point round elements is +0.0008 inch and for the linear units is +0.0002 inch.
Both the linear and round clamps operate using a “sliding dog” mechanism. With this device, the moving elements of the clamp slide on precision machined inclined planes. With hydraulic actuation of the moving elements, the hydraulic pressure causes the moving clamps to extend equally. Clamping force ranges from 200 to 15,000 pounds of force. This is key to the repeatability of the system. It also gives the holders sufficient stroke to accommodate variations between workpiece blank locating surfaces.
This system is designed for medium to high production volumes. Fixtures can be designed with routed manifolds or conventional hydraulic tubing. Palletized systems can use a de-coupling unit for portability in cells. The modules are reusable from one fixture to another.
For shops looking to improve the positioning accuracy of castings, forgings or sintered blanks, concentric clamping is a way to assure better accuracy from a fixture. Its ability to be automated also takes human error out of the equation.












Related Content

An Additive Manufacturing Machine Shop
Finish machining additively manufactured implants requires different pacing and workflow than cutting parts from stock — different enough for an experienced manufacturer to warrant a dedicated machine shop.
Read More
IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read More
Fixturing Castings Made Simple Through Adhesive Workholding
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding.
Read More
Simple Workholding for Robotic Automation
Robotic automation relies on reliable workholding, and these modular pneumatic jaws make it simple.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More