
Cup Wheel Superfinishing
The accuracy of ordinary grinding operations depends on proper fixturing as well as the accuracy of the grinding wheel's position relative to the part. When free-cutting cup wheels are used, however, the tool dresses itself and wears in conformance with the contours of the part.



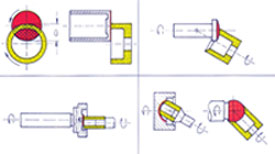
Here are some of the operating configurations for various types of cup wheel tools.

Cup wheel tools are available in a variety of sizes and shapes for various superfinishing applications.
When finishing flat or curved parts, hand-polishing, tumbling or similar operations are often necessary to obtain the desired surface quality. But these final operations can have adverse effects on the consistency of part geometry. Certain types of parts such as those used in prosthetic hip joints, planetary gears and automotive fuel systems demand extremely accurate surface profiles. In a precision ball-and-socket joint, for example, the geometric symmetry of mated components is a very important factor in addition to the level of surface smoothness.
The term “superfinishing” refers to final machining operations that resemble honing. During these operations, however, very fine abrasives (typically 320 grit or finer) are used in a carefully controlled process to achieve the optimum combination of surface finish and part geometry. To finish flat and spherical parts, cylindrical cup wheel tools are used that typically range in diameter from 3 to 100 mm. In the automobile industry, these tools are used to finish parts as small as fuel injection components or as large as torque converter plates.



“Superfinishing can remove an amount of stock material that ranges from a few microns to a few hundred microns,” says Sanjai Keshavan, project manager for Nagel Precision Inc.. Nagel is a German company that manufactures machine tools for cup wheel superfinishing as well as for other purposes. Additionally, the firm’s TBT Automotive Division manufactures a wide variety of gundrilling machines.
The accuracy of ordinary grinding operations depends on proper fixturing as well as the accuracy of the grinding wheel’s position relative to the part. When free-cutting cup wheels are used, however, the tool dresses itself and wears in conformance with the contours of the part. This automatically compensates for inaccuracies in positioning. During this operation, the workpiece is rotated in a direction opposite to that of the cup wheel at a high surface speed. To prevent variations in flatness or axial runout when finishing flat surfaces, the cup wheel tool substantially overlaps the surface of the part during machining.
The relative hardness of the particular abrasive used in a cup wheel determines the types of applications for which it is best suited. Darmann Abrasive Products, a manufacturer of cup wheels and abrasive stones, uses a numerical grading system to classify its products. With hardness ratings ranging from 20 to 260, users can fine-tune superfinishing operations to extend wheel life and to improve results.
Gear manufacturing is significantly improved by using this process. “We’re able to generate bore-to-face parallelism of within 5 microns when superfinishing planetary gears,” says Mr. Keshavan. The conventional process to finish these gears involves grinding them with a double disc after heat treatment. Whereas the finished gear’s axial runout is approximately 40 microns when using this process, cup wheel finishing reduces the runout to less than 10 microns.
In the manufacturing of orthopedic hip joints, this process yields some important human benefits. Greater uniformity of the bearing surfaces eliminates any break-in period for patients and improves the durability of implants. “The patient using a hip joint finished by this process will need fewer replacements, thus minimizing surgery,” says Mr. Keshavan. Similar advantages apply to the performance and durability of ball-and-socket connections that are used for continuous-motion joints in machinery applications.
In addition to producing more accurate parts with greater durability, this process can reduce the number of steps necessary to finish parts. For example, to finish a spherical cap component for a plunger pump, a single superfinishing step may be substituted for a hard-turning operation and a subsequent hand-polishing or tumbling operation.
This process is currently being used to improve machining processes for automotive, aerospace, hydraulic and medical device manufacturers. A variety of machines are available for superfinishing applications. These machines incorporate many of the same automated features that are typical of other CNC machine tools.











Read Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More