
What to Know About Decoding Surface Finish Gages and Parameters
Long-wavelength waviness and short-wavelength roughness require a wide variety of instruments and parameters for proper measurement — and lower numbers aren’t always better.




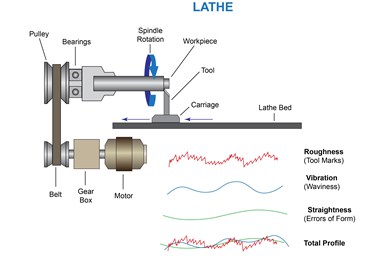
Figure 1.
We usually think of "smooth" as "slick" or "slippery." But did you know that a surface that is too smooth can be sticky? For example, racing slicks on drag cars increase traction with the pavement and in the same way, a sailboat hull that is too smooth can cause a higher degree of drag through the water. The quality or finish of a surface affects parameters such as how a part will fit and wear, reflect light, transmit heat, distribute lubrication and accept coatings.
The intended use of a finished part should determine the nature the surface. The goal is to fulfill the engineering requirements of the application without wasting time and effort on a higher than necessary finish. Therefore, when an engineer specifies the surface finish on a print, the intent is not just to make the part look good, it is functional.



Years ago, an experienced machinist would use a scratch pad and an educated fingernail to determine the surface quality of a part. Today, while scratch pads are still in occasional use, there are a plethora of surface finish standards, a wide array of parameters to measure surface and a robust variety of gages with which to measure it.
Every machining operation leaves marks on the surface of a part. As shown in Figure 1, surface finish — also known as profile — is composed of two components: waviness and roughness. Waviness, or longer-wavelength variation, is caused by macro-type influences like worn spindle bearings or vibration from other equipment on the shop floor. Roughness — the short-wavelength pattern of tool marks from grinding, milling or other machining processes — is influenced by the condition and quality of the tooling. The operator's choice of feed rate and depth of cut can also influence both components.
As dimensional tolerances have grown steadily tighter over the years and the need for documentation and traceability ever greater, the role of surface finish measurement in the manufacturing process has grown dramatically. In the 1940s, surface irregularities took up roughly 15% of the tolerance band. Today that proportion is frequently 50% or more.
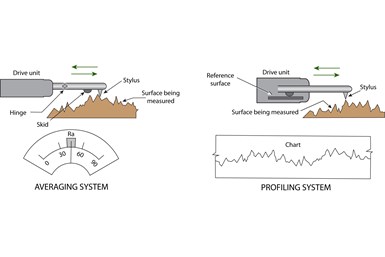
Figure 2.
What are the Types of Surface Finish Gages?
The two basic types of surface finish gage, as shown in Figure 2, reveal these measurements. These are skid-type (averaging) systems and skidless (profiling) systems.
Skidded gages have a hinged probe assembly, with the probe riding next to a relatively broad skid that also contacts the workpiece. The skid tends to filter out waviness, so the probe measures only short-wavelength variations. A skidded gage has a dial or LCD readout to display the measurement as a single numerical value.
Skidless gages use a precision internal surface as a reference, so the probe can respond to waviness as well as roughness. In order to allow separate analysis of long- and short-wavelength variations, profiling gages usually generate a chart (on paper or on a computer screen) rather than a single numerical result.
How Do You Calculate Surface Finish Parameters?
Every application reacts differently to various combinations of roughness and waviness, so the industry has responded by creating more than 100 formulae to calculate surface finish parameters from the same measurement data. Each of the parameters has its own advantages and limitations, and many are application-specific.
For most applications, no one parameter provides all the information a shop needs to define a surface. This means that a full definition requires a combination of two or three parameters. In some cases, the relationship or ratio of one parameter to another might be used as a parameter.
However, most shops are able to confine their measurements to around a half-dozen parameters, with measurements using microinch or micron units.
Ra is the most widely used parameter because it provides an arithmetic average of surface irregularities measured from a mean line that lies somewhere between the highest and lowest points on a given cut-off length.
To differentiate between "spiky" and "scratched" surfaces having the same Ra, shops should use additional parameters such as Rp (Maximum Peak Height), Rv (Maximum Valley Depth) and Ry (Maximum Peak-to-Valley Roughness Height).
If surface finish is called out on a drawing but not otherwise specified, standard practice assumes Ra. But no single parameter is best for all types of parts and many applications are best served by using two or more parameters: for example, Ra in combination with Rmax (maximum roughness) may provide a good general idea of the part's performance.
Therefore, maintaining good control over surface finish is not just a challenge, but an opportunity. In some cases, good surface control may allow you to safely reduce precision in other areas.











Related Content

Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read More
How to Calibrate Gages and Certify Calibration Programs
Tips for establishing and maintaining a regular gage calibration program.
Read More
What Should Machinists Know About In-Machine Probing?
In-machine probing doesn’t reach the power of CMMs but can still be useful for pre- and mid-process control, as well as for “rough screening” of parts.
Read MoreRead Next

Confirming Dimensional Accuracy of a Precision Ball
A single diameter isn’t the only measurement parameter that can be used to ensure accuracy.
Read More
Choose the Correct ID/OD Gage for the Task
Benchtop and portable comparator gages each have their place, but the differences are more than surface deep.
Read More
When to Use 2D or 3D Surface Measurement
Instead of committing exclusively to 2D or 3D surface measurement, shops should consider their use cases.
Read More