
Economies of Usable Cutting Tool Edges
Recent introductions from a major cutting tool maker illustrate the engineering and application of tools designed to deliver an increased number of useful edges.
.jpg;width=70;height=70;mode=crop;format=webp)

The Mill 4-11 insert produces a 90-degree square shoulder. More typical inserts performing this cutting would offer two usable edges. This insert essentially joins two such insert geometries to attain four usable edges.

One side benefit of the Mill 4-11 is higher metal-removal rates in some applications, because the combination of positive and negative angles in this form permits high cutting forces.

The Mill 16 tool is used to machine cast iron and CGI.
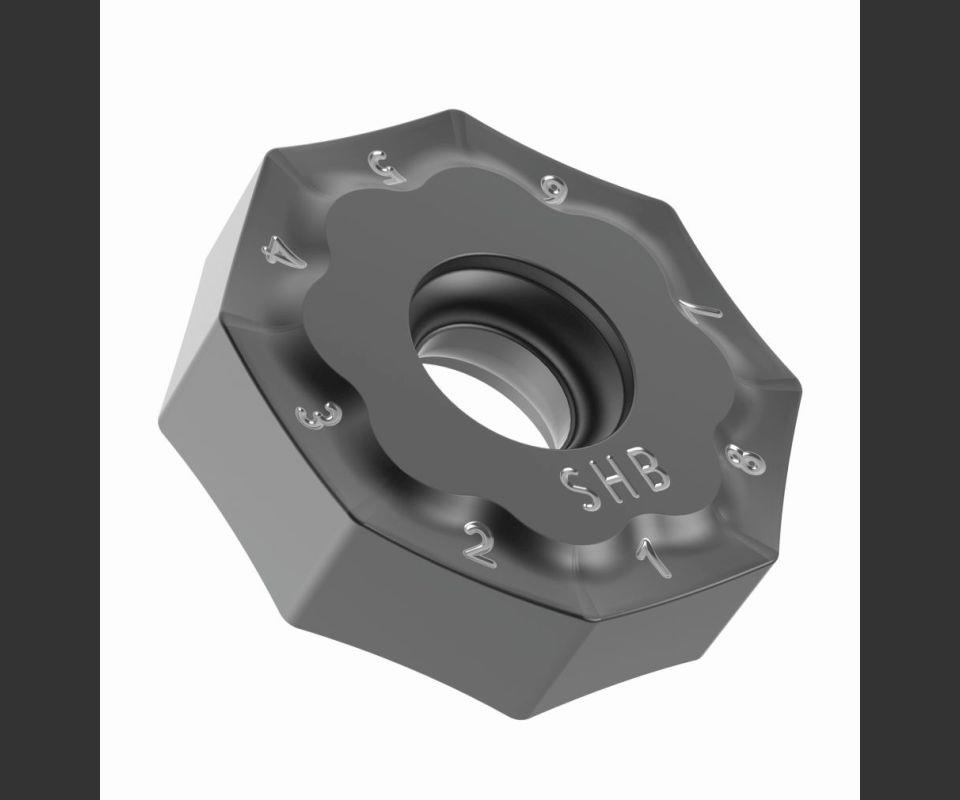
Numbering of the edges is a simple but important detail that enables users to keep track of, and thereby make use of, the 16 usable edges on the Mill 16 insert.
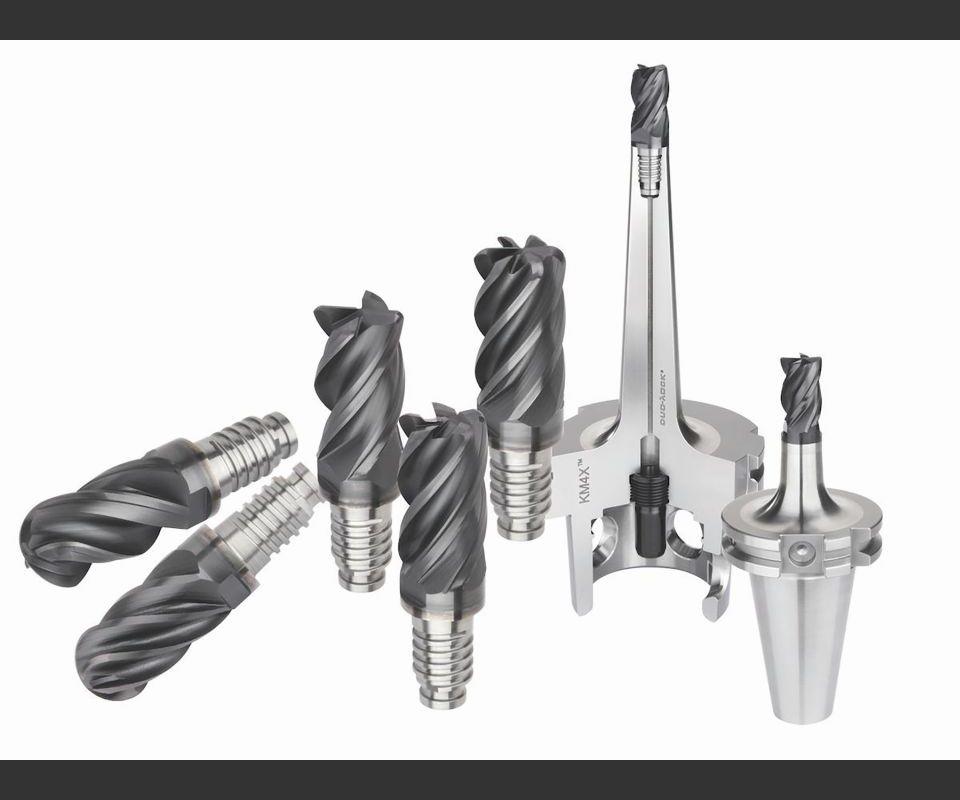
The modular Duo-Lock system saves on the cost of carbide by combining a steel shank with a replaceable carbide tip. Replaceable-tip milling tools are typically used for light cutting. An engineered thread designs allows this system to be used for heavy cuts.



Sophisticated purchasers of tooling recognize that, with cutting tools—as with many other things—you get what you pay for. A tool that permits a higher speed or wears at a slower rate frequently is worth the price, either because of the opportunities that come from higher productivity or because of the savings that come from longer life.
However, there is still the price. A machine shop is a cash-flow business, and every tool purchase comes with the risk that maybe circumstances will change so that the tool that was paid for will not be needed after all. Even sophisticated users can’t be faulted for pausing to consider the price of a higher-performing tool.



In response, it falls to the maker of that tooling to find a way to include more within the price.
I recently spoke with representatives of cutting tool maker Kennametal about this. In the case of various products the company has launched within the last year, the simple but effective answer is this: an increased number of useful cutting edges per tool. With this increase, the perhaps pause-worthy purchase price can deliver a tool that is the equivalent of two or more tools that have only the standard number of edges.
Yet achieving and applying this solution are not without consideration. An insert with more edges is a more geometrically complex form, and that complexity itself likely adds some cost to the tool and might also affect the application. To understand this, what follows are examples of increased-edge-count cutting tools from Kennametal, each of which offers a different illustration of how that increase plays out.
Merge and Twist
Tim Marshall, company senior global product manager for indexable milling, cites the new Mill 4-11 indexable insert for milling 90-degree shoulders as an example of a tool engineered with a complex design for an increased number of edges. A more conventional side- and face-milling insert would offer two usable edges—one at each end of the insert. The Mill 4-11, a smaller version of an existing, proven insert design, offers four useful edges. “The insert essentially takes two of the conventional inserts and not only merges them but also twists them together so all of the useful edges have the angular clearance they need,” he says.
The complexity does have a cost. The price premium for this insert is 30 to 40 percent over the cost of an equivalent two-edge tool, Mr. Marshall says. Yet given that the number of useful edges increases by 100 percent, this is still seemingly an obvious bargain. In addition, the insert’s small and complex geometry, in combination with the large screw through this form to hold it securely, produces a particular set of strengths. While the insert can cut effectively at any depth across its length, from light finishing cuts of 0.010 inch to full-insert-length cuts of 0.433 inch, it’s actually at its best near one of these extremes, either heavy cutting or light.
There is also an unexpected benefit that comes from the complex design. The insert combines a high positive angle of the cutting edge with a high negative angle that provides clearance so the adjacent useful edge does not interfere with the cut. Mr. Marshall says this geometric combination has proven effective for increasing metal-removal rate in some applications—that is, increasing it over what a two-edge tool could deliver. Trial cutting has shown that the union of these two angles produces an insert able to withstand higher cutting forces than a simpler tool providing just the positive edge.
Casting as an Enabler
Marcelo Campos, also senior global product manager for indexable milling, points out that advances in casting are part of what is providing many shops with the opportunity to investigate larger-edge-count tools. An insert with a particularly large number of edges needs a relatively light depth of cut (or else the insert itself would have to be very large to get the other edges out of the way). Increasingly, workpieces made through casting are allowing and even requiring the lighter depths of cut, because modern foundries are getting better at casting parts to near-net-shape.
For cast iron, Kennametal’s high-edge-count tool is its Mill 16 system. Each octagon-shaped insert in this system has 16 usable edges. Featuring a chipbreaker appropriate to high chip flow in iron and a multilayer AlTiN/AlTiCrN coating, the tool has also proven effective in milling compacted graphite iron (CGI).
The application challenge with this tool is simply managing the large number of edges, Mr. Campos says. In indexing this tool from edge to edge, particularly on a cutter body holding a dozen or more inserts, it would be easy to skip an edge, thereby getting one insert out of sync with the others and missing some of the productive capacity of the tool. Shops using a high-edge-count system such as this therefore need to implement basic procedures and disciplines aimed at avoiding this oversight. A simple design feature of the insert that helps with this is the numbering of the edges. Using numbers molded into the insert itself, the operator can see that he is orienting all of the inserts in a given cutter to the same edge at once—edge 15, for example. Similarly, the pockets holding the inserts in the cutter body are numbered as well. Here, the need is perhaps less pronounced, but Mr. Campos says shops making the most precise cuts in cast iron or CGI might want to make use of this numbering as well.
“Even a precise cutter body features some tiny variation from pocket to pocket,” he says. “The insert wear is influenced by that variation.” Unintentionally moving an insert to a different pocket therefore might affect the cutting radius of the tool to a tiny but measurable extent. The numbering of the pockets enables users to control against this variation.
Modular Milling
One final example involves not multiplying the number of usable edges on an insert, but instead multiplying the number of times the body of an end mill can be used by allowing it to change cutting heads. The “Duo-Lock” system, developed in partnership with Haimer, is a modular milling tool system that saves on the cost of carbide by combining a steel shank with a replaceable carbide tip.
Replaceable-tip milling cutters are not new, notes Thilo Mueller, manager of solid carbide end milling. What makes this system different is the range of its applicability. Traditional replaceable-tip systems are almost always used for finishing and other light cuts, he says. The strength of the connection—or lack thereof—requires this. By contrast, the strong connection of the Duo-Lock system enables it to directly compete with solid carbide tools. The modular tools in this family take the same kinds of heavy cuts that would usually be associated with a solid, one-piece end mill.
The key to the holding strength of the system is the thread design, he says. “Using finite-element analysis, the thread form was optimized to prevent force from being concentrated in just the first thread—which is what usually happens in a threaded connection. The optimized thread spreads the force throughout to realize a clamp that stands up to high forces.” The result is a modular tool capable of roughing passes, including full-width slotting at a depth of cut ranging to one tool diameter or 50 percent radial engagement at a depth ranging to 1.5 times diameter in steels and other comparably challenging materials. In fact, during this high-torque milling, the tool tip interface is strong enough that this connection is no longer the weakest link. The tool is likely to be used in conjunction with another joint development involving Kennametal and Haimer, the Safe-Lock interface designed to keep the tool shank secure within the toolholder.
A range of end mill geometries is available for the Duo-Lock system, Mr. Mueller says. Because of the replaceability of the cutting-edge portion of the tool, the milling tool overall is more economical than one made of solid carbide. However, perhaps the most significant cost advantage of this system relates to customizability. With this design, he points out, the user is more free to invest in an unusual cutting-edge geometry tailored to the application. Because only the head has to be manufactured as a special order, even unusual tool geometries become more cost-effective.
















Related Content

Widia Introduces Solid End Mill for Shoulder and Side Milling
The WCE solid end milling series features a five-flute geometry specifically designed for optimal performance when shoulder milling and side milling carbon, stainless steel and cast iron.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
Grooving Attachment Streamlines Operation by 75%
A grooving attachment enabled Keselowski Advanced Manufacturing to reduce cycle times by over 45 minutes on a high-value, high-nickel part feature.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More