
Expanded Capabilities for Fiber Laser Cutters
New technology enables fiber laser cutting machines to be just as effective processing thick materials as they are cutting thin sheet metal.
.jpg;width=70;height=70;mode=crop;format=webp)

Introduced to the U.S. market at last year’s Fabtech show, Trumpf’s BrightLine fiber laser-cutting technology enables its TruLaser Series 5000 fiber laser cutting machines to be just as effective processing thick materials as they are cutting thin sheet metal.

The BrightLine fiber technology also delivers a quality cut edge with minimal burr (shown on the bottom part).
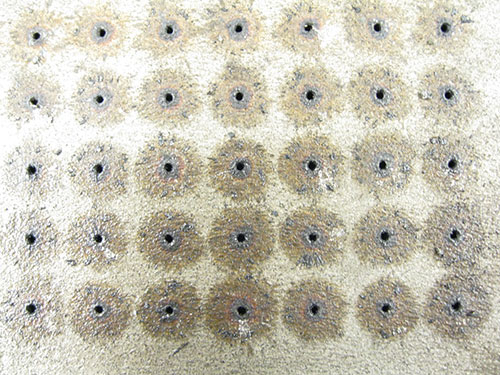
These 0.040-inch-diameter holes are not pierces. Instead, they are cuts made in 0.5-inch-thick stainless steel that demonstrate the tight contouring capabilities of BrightLine fiber technology for fiber laser cutters.



Fabricators commonly must decide whether a CO2 or a solid-state laser cutting system makes more sense for their operation. Brett Thompson, a sales engineer for Farmington, Conn.-based fabricating equipment manufacturer Trumpf, says CO2 lasers are generally faster for thick materials while offering better cut quality.
On the other hand, solid-state lasers (fiber or disc) with greater beam power density and absorption characteristics are speedier and more energy-efficient when cutting thin sheet metal. Unlike CO2 lasers, solid-state lasers are also able to cut nonferrous metals such as copper and brass, he notes.



Choosing the more appropriate option isn’t terribly difficult for OEMs that run high volumes of like workpiece materials and thicknesses. However, job shops must be able to accommodate a more diverse mix of materials and thicknesses, meaning they must identify the laser-cutting platform that offers optimal flexibility for ever-changing work. Mr. Thompson says this quandary drove the development of Trumpf’s new BrightLine fiber laser cutting technology, which enables a fiber laser cutter to perform on par with a CO2 laser for thick materials while retaining intrinsic performance characteristics cutting thin stock.
Although a conventional 5-kW fiber laser cutter can effectively process mild steel as thick as 1 inch, it is typically limited to 0.75 inch for aluminum and stainless steel, Mr. Thompson explains. That said, BrightLine fiber technology enables a 5-kW fiber laser cutter to effectively process aluminum, stainless steel and mild steel up to 1 inch in thickness without sacrificing cut quality.
The BrightLine option is available on Trumpf 2D TruLaser Series 5000 fiber laser cutting machines. It features technology that enables vast beam-diameter adjustability, a capability that conventional fiber lasers have lacked. Larger beam diameters that provide wider kerfs are required to more effectively process thicker materials with greater process stability. A wider kerf also makes it easier to manually remove parts from the material skeleton while improving part-removal reliability for automated processes.
Mr. Thompson says another advantage that BrightLine fiber offers is a quality cutting edge with negligible pitting, taper and burr. Using Trumpf’s standard PierceLine control, pierce times are reduced and the pierce diameter is almost the same size as the kerf for a given application. Plus, virtually no slag or surface bulging is created around the pierce hole. As a result, BrightLine fiber performs very small contour cuts even in thick material (see the image above that shows 0.040-inch holes cut into 0.5-inch-thick stainless steel).
Additionally, the increase in process stability enables contours to be created in new ways. Hence, there’s no need to pause a cut either to cool corners by blowing gas or to move the laser head to cut at another location for a while before returning to the corner. This results in faster and more efficient machine movement and nesting strategies.
Related Content
-
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
-
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
-
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.








