
Facilitating Fast, Barely Audible Cutting
While attending a recent trade show, Bruce Thomas, production manager at the Chatsworth, California-based Rotating Precision Mechanisms Inc. (RPM), stopped in the CAM vendors' section. He didn't expect to find anything new, certainly nothing that would speak to his affinity for 2-1/2-axis milling.



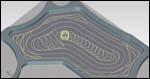
Based on maintaining consistent TEA, the Truemill tool path reduces sharp changes in direction. According to the manufacturer, this maximizes cutting speeds.

A traditional tool path based on stepover allows abrupt changes in direction, increasing the TEA and requiring slower cutting speeds.
While attending a recent trade show, Bruce Thomas, production manager at the Chatsworth, California-based Rotating Precision Mechanisms Inc. (RPM), stopped in the CAM vendors’ section. He didn’t expect to find anything new, certainly nothing that would speak to his affinity for 2-1/2-axis milling. However, a demonstration at Surfware Inc.’s (Westlake, California) booth sparked his curiosity. Mr. Thomas noticed that the cutter on a machining center was moving quickly through a piece of aluminum, but that it was barely audible.
“I waited for the cutter to chirp or break when it slammed into a deep pocket corner, but it was virtually silent,” says Mr. Thomas. “It seemed to be removing bulk material at an alarming rate.”



What Mr. Thomas saw, but says he barely heard, is a new tool path from Surfware, Inc. that is designed to maintain a constant tool engagement angle (TEA). Simply put, the TEA increases or decreases whenever the cutting tool changes direction, which impacts (whether it be an increase or decrease) the tool load. According to the manufacturer, this generally occurs because conventional toolpath engines generate tool paths based on a constant stepover, which does not maintain a constant TEA between the cutting tool and the material.
RPM manufactures products for the communications, telemetry, RADAR, electro-optics, sensors, solar and related industries. The company embodies a build-to-order strategy; it offers standard product configurations that are usually modified for specific applications. Typically, production runs consist of ten parts or less. Weight is almost always a consideration, when taking into account the fact that the company’s products are carried on ground and airborne vehicles, as well as aboard ships.
“It’s essential that weight-reducing pockets are programmed and machined as swiftly as possible,” says Mr. Thomas.
For example, the tool’s engagement with the material also increases when transitioning from cutting a straight line to cutting a concave arc, even if that transition is smooth and tangential. Because of the variance in the TEA, the cutting tool’s chip load ratings are set low, considered not-to-exceed values and usually decreased throughout the entire tool path. The limiting factor in machining has not been the machine tool or the cutting tool, but the very tool paths that drive the machines.
A consistent TEA between cutting tool and material provides a constant machining load, thus eliminating the need to reduce speeds and feeds through corners or curves. All leading toolpath engines base toolpath generation on stepover (based on tool diameter) and depth of cut; therefore, a constant TEA cannot be maintained except when cutting along a straight line.
TrueMill technology, which is available in SurfCAM Velocity, is a toolpath generator that bases the tool path on maintaining a consistent TEA, instead of constant stepover. This first version is intended for use with 2-1/2-axis milling. It is said to control the TEA (angle of engagement between cutting tool and material) precisely, enabling the use of more aggressive machining parameters, such as spindle speed, feed rate, depth-of-cut and stepover. The company has found that this results in shorter cycle times, which can make the difference between profit and loss on a given job.
RPM first used the tool path to cut an elevation drive turntable for the Tactical Automatic Landing System (TALS) unattended aerial vehicle data link. The turntable is machined from an aluminum billet that is 8 inches by 8 3/4 inches by 1 1/2 inches. A shear hog face mill does the rough machining. The finish machining cycle uses 3/16-inch, 1/4-inch, 1/2-inch and 3/4-inch end mills.
“Two weeks ago, we were cutting at 175 ipm and machining the turntable on the same machine using a conventional tool path generated by a CAM software system,” says Mr. Thomas. “The rough milling required 17 minutes, 11 seconds. The same machine and part with a TrueMill tool path now requires 2 minutes, 54 seconds to rough—cutting at 650 ipm.”
In addition to accelerating machining, the new tool paths produced better roughing results. “The roughing cycle time was reduced by 83 percent, and the remaining material on the part was uniform, with virtually no excess material in the corners,” says Mr. Thomas.
Mr. Thomas also finds the sound effects to be noteworthy: “You can usually gage when a tool path is wrong, especially when using an end mill through sound,” he says. “I didn’t hear anything out of the ordinary—not even chirping when the cutter was really smoking and going into a corner.”
Even after increasing the cutting speed to 650 ipm, such tolerances as 0.002 inch perpendicularity; +0.0006 inch, -0.0 diameter accuracy; 0.002 inch overall width; and 0.005 inch true-hole position were maintained by managing the TEA.
“The swirling marks on the surface of the part produced when the cutter changes directions have virtually disappeared because of the smooth machining that the tool path achieves,” observes Mr. Thomas. “Because a constant load is maintained on the tool, it wears less and virtually eliminates breakage.”
Jobs move from RPM’s engineering to manufacturing departments. When engineering is late, manufacturing has to compensate in order to relay parts to assembly and electrical for wiring in time to meet shipping dates.
“We expect that TrueMill will have a significant impact on our work flow,” says Mr. Thomas. “For example, engineering will be able to design more complex parts that previously were prohibited by time or costs.
“As a programmer, I need to be more aggressive and not worry about slowing the cutter in a corner,” he continues. “I won’t have to ask engineering to increase a radius from 0.125 inch to 0.060 inch.”
Mr. Thomas jokingly admits, however, that a side effect of using the new tool path is that it makes the programmer’s job even more hectic—machining cycles are cut so dramatically that not enough time is available for programming.
“It is likely that another programmer will be needed to optimize machine usage,” he says. “With faster machining of parts, they may stack up waiting for assembly to finish the previous job. Tighter tolerances may also reduce assembly time, which could push the bottleneck into the electrical department where the assembled machine is to be wired.
“Some time ago, it was common to see assembly and electrical waiting on milling,” says Mr. Thomas. “In many cases, the mill is going to be waiting on programming and ahead of assembly and electrical. We’re going to need more room to stack parts. Of course, those are good problems to have.”













Read Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More