
Five-Axis CAD/CAM Lends a Hand to Prosthetics Manufacturing
By using a five-axis machine and a complementary five-axis release of Visi 20 CAD/CAM software from Vero, one manufacturer reduced setups and established more cost-effective production runs for complex prosthetic components.

Delta Tooling uses five-axis machining to produce five parts for the Bebonic3 prosthetic hand, including the aluminum knuckle, the plastic sub-section to which it connects and a complex thumb bracket.
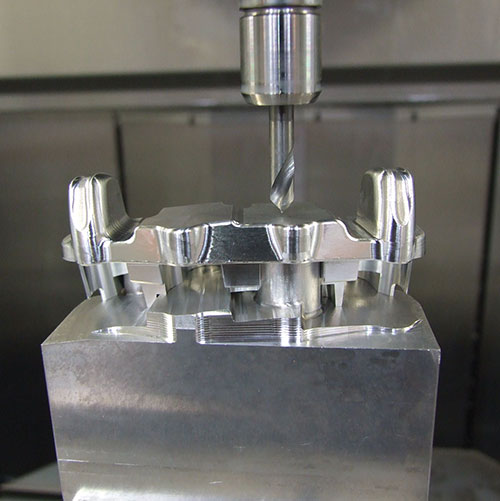
When machining the aluminum knuckle component of the prosthetic hand, a dynamic incremental stock (DIS) command automatically trims the tool path to remove unnecessary movements and air cutting.
Five-axis machining programmed with Visi 20 reduced the number of setups for machining this aluminium knuckle component.



Leading shops are often able to help customers establish a more efficient manufacturing process for their new products. This was the case two years ago when UK-based Delta Tooling (Horsham) was approached by RSLSteeper to machine five complex components for the company’s new Bebionic3 prosthetic hand.
The prosthetics specialist asked Delta’s directors Gary Childs and Luke Tetlow to assist in the manufacture of its advanced prosthetic hand, which is used to assist amputees by performing 14 different grips that mimic human movement. RSLSteeper’s initial concept was to cast or mold the hand’s five components, followed by finish-machining operations and then assembly and testing. Instead, Delta Tooling suggested milling the components from billet material, using some of its existing equipment to perform 3+2 machining operations based on programs created using the shop’s Visi 15 CAD/CAM package from Vero Software. That way, preliminary molding and casting processes could be eliminated altogether for more streamlined part production.



However, as the complexity of the components grew, it soon became clear that Delta required the flexibility of full five-axis machining. Each hand included an aluminum knuckle, a plastic sub-section to which it connects and a complex thumb bracket that enables the opposable thumb to rotate and move backward and forward. In order to machine these tricky parts more effectively, Delta invested in a GF AgieCharmilles Mikron UCP 800 Duro and updated its programming software to the latest five-axis release of Visi 20.
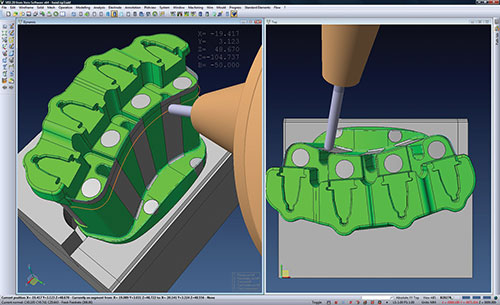
The Visi 20 software enables operators to prepare part geometry for manufacture and create efficient five-axis tool paths. CAD data can be imported into Visi in file formats including STEP, IGES and Parasolid. Various checks are performed on the file to ensure its integrity before laying it out in a way that can produce the component from the machine tool’s point of view. Then the shop assesses the part’s machinability, Mr. Childs explains. As part of that process, he says that running Visi’s machining collision control and kinematic simulation is extremely valuable. “Having just made a major investment in a new five-axis machine, the last thing we want is to cause a collision,” Mr. Childs says. “That’s why we always run full kinematic simulation prior to any production run.”
He notes that another important feature in Visi 20 is the dynamic incremental stock (DIS) command. This command automatically creates the stock model from the uncut material of previous tool paths to be used as reference data for subsequent milling operations. For example, the command enables rough machining on one side of the product, and after it’s turned over, a new machining cycle enables rough machining again—without cutting air, Mr. Childs says. This reduces the machine cycle time and enables the shop to produce the components in a timelier manner.
The Mikron runs almost constantly across two shifts, from 8 a.m. to 2 a.m., manufacturing to a call-off order for RSLSteeper on a monthly basis. It is also used for machining components in additional production runs for Delta’s various motorsport customers.
“The combination of the new five-axis Mikron machine tool and Visi five-axis programming software is making us even more efficient and competitive for all of our customers,” Mr. Child says. “It not only gives a better quality finish on the product, but it means we can manufacture it in a more efficient timescale, thereby reducing the number of setups and producing cost-effective production runs.”












Related Content

Finally, A Comprehensive Software Solution Designed for Small Job Shops
Zel X from Siemens is an integrated software application that consolidates collaboration, design, manufacturing, and operations into a comprehensive, easy-to-use solution. From RFQ to delivery, it’s a more efficient way to handle quotes, manage jobs, make parts, and collaborate with teams of all sizes.
Read More
How Integrated CAD/CAM Transforms Inventions Into Products
The close connection between CAD and CAM is what links creative ideas to practical production for this unique custom manufacturer.
Read More
Fearless Five-Axis Programming Fosters Shop Growth
Reinvestment in automation has spurred KCS Advanced Machining Service’s growth from prototyping to low-and mid-volume parts. The key to its success? A young staff of talented programmers.
Read More
Improve Machining Efficiency Through Digital Twin Simulation
Full simulation of a machining cycle using digital twins can not only identify crashes before they happen, but provide insights that enable the user to reduce cycle times.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
