
Flexible Automation Process Helps Shop Reduce Costs
Despite hitting production goals, this shop had trouble meeting customer cost targets. It needed further automation. After purchasing Fanuc robots to service its flexible manufacturing system (FMS), the company has reduced costs enough to pay back its investment.



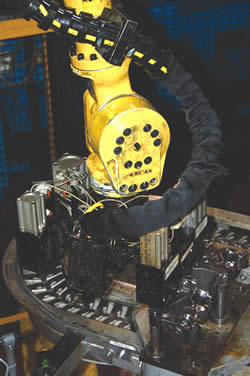
After machining is completed, the Toploader robot transfers the part to the conveyor that will transport it to the deburr/blow-off station.

A second robot, a Fanuc R2000iA, is used to remove large burrs from the part before it is transferred to a thermal deburring machine for small-burr removal.

With a 26.5-meter travel length and 70-kilogram payload, the Fanuc M710iBT Toploader robot fits in well with the company’s existing automation system.
Machining castings into precision components can be quite a challenge. In addition to traditional machining and handling issues, global competition can put pressure on shops to keep prices down. Faced with these issues, TMF Center, a Williamsport, Indiana-based manufacturer of components for the construction equipment and trucking industries, developed a long-term strategy for using automation to develop and manufacture tight-tolerance parts and achieve aggressive cost targets.
With 260 employees and two plants, TMF manufactures machined fabrications, precision parts, machined flat barstock and machined steel and ductile iron castings for the heavy OEM market. One job required machining a cast variable valve actuator for a highway truck engine on all six surfaces from many angles. To avoid multiple setups that could increase part variability, the shop used standalone, five-axis Mazak Variaxis 630 machining centers from Shelton Machinery that enabled a three-step machining process.



The first operation machined locating details and rough features on the cast part. The second operation machined all topside surfaces before the part was flipped for the third operation and final machining. As production grew, the company installed a Mazak Palletech flexible manufacturing system (FMS) to minimize labor content and achieve production schedules.
First-generation machining and second-generation prototyping was achieved simultaneously on the initial line. However, the second-generation design, a combination of the variable valve actuator and an engine brake, was more complicated. The newly designed part required more extensive machining and a higher production volume, prompting the company to purchase an additional FMS Shuttle System as well as more machining centers.
Still, despite hitting production goals with tooling refinement, hard work and manual operations, the shop couldn’t meet customer cost goals. Because the new design incorporated performance benefits and cost savings, customer demand mandated a quick transition period. Further automation was required, and that automation had to work with the existing systems.
So, the company purchased a Fanuc Robotics M710iBT Toploader robot to service its FMS. With travel length of 26.5 meters and a 70-kilogram payload, the robot could traverse the distance across the machining lines to deliver parts. The robot’s wrist could flip parts over between the second and third operations, and its six axes could tolerate any out-of-alignment or out-of-square conditions of the FMS.
In addition to the robot, the company purchased a custom hydraulic clamping system that could couple and decouple to the FMS pallet. Designed and delivered by Busche Engineered Tool Division, the hydraulic clamping system allowed more automation and greater process repeatability than the original FMS’s manual nut drive system. Fanuc Robotics engineers worked with Busche engineers to develop an interface between the robot, the automatic clamping and the Mazak FMS.
TMF Center also worked with Fanuc engineers to define a post-machining deburring process. A floor-mounted Fanuc Robotics R2000iA robot manipulates the part around a stationary carbide deburring cutter to eliminate large burrs from the finished parts. Barry Henderson, Fanuc Robotics controls engineer, used the robot’s Remote Tool Center Point function to allow easier teaching of the deburr and blow-out positions. Fine burrs are removed later in the process by a thermal deburr machine.
The thermal deburr process helped in that the smaller burrs did not have to be removed by the robot. However, it also complicated things in that any loose chips on the part or in the part had to be removed. Loose chips often became dislodged and fused to the casting, creating a scrap component. Thus, operators had to probe and blow out all the part’s holes and cavities. To mimic this manual approach, Fanuc and TMF Center developed a compliant air-pipe hole-blowout system to force out embedded chips through air pressure.
The overall process works like this:
- Operators manually load the part onto a Mazak Variaxes 630 machining center for the first operation, which consists of the rough machining of locating surfaces on the raw casting. Operators then load the part onto a conveyor for the infeed to the Fanuc M710iBT Toploader robot.
- The robot uses a dual hand tool to pick up the part and load it onto a staging station near the FMS shuttle for line 1 or line 2.
- The robot interfaces to the hydraulic clamping system to load and unload the part for the second and third operations. After the third operation, the robot transfers the part to an outfeed conveyor.
- A Fanuc R2000iA robot removes the part from the outfeed conveyor and uses a carbide deburr tool to eliminate large burrs. It then probes the openings on the part and blasts out embedded chips. Finally, the robot marks each part for time, date and machining operations to allow traceability and quality tracking by both TMF Center and the customer.
- The robot places the part back onto the outfeed conveyor for manual unload and inspection prior to thermal deburr and washing operations.
The combination of a toploader guarding solution and the FMS loader system allows the company to service or maintain any of the machines or the loader while still running the balance of the system. The system can achieve high production and machine utilization rates while supporting tool setup functions, the company says.
This full automation solution has been installed and running since late 2005. The company says it has produced an incremental reduction in scrap and a reduction in labor costs that have paid back the automation investment two-fold.












Related Content

Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
4 Steps to a Cobot Culture: How Thyssenkrupp Bilstein Has Answered Staffing Shortages With Economical Automation
Safe, economical automation using collaborative robots can transform a manufacturing facility and overcome staffing shortfalls, but it takes additional investment and a systemized approach to automation in order to realize this change.
Read More
Zero-Adjustment Bar Pullers Simplify Turning Automation
Spring-loaded grippers and adjustable programming are enabling bar pullers to fulfill their promise to save time and money in CNC turning automation.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
