
Flexible Fixturing Furnishes Faster Setups
Replacing dedicated fixtures with a system incorporating custom jaws from Kurt Manufacturing has reduced setup time and freed capacity at this manufacturer of hydraulic snowplow equipment.

Brian Thoreson (right), machine shop supervisor of Western Products, and Michael Dulmes (left), Kurt sales representative, hold manifold blocks finish machined in the company’s Kurt ClusterTower system with quick-change jaws.
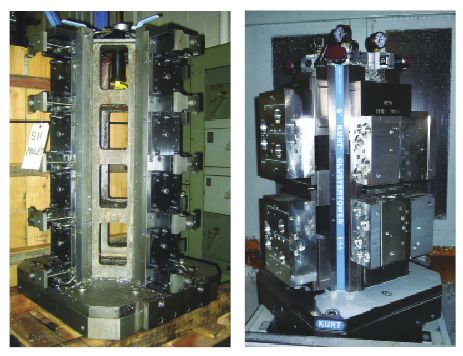
Western Products’ previous system required moving heavy, dedicated fixtures (left) on and off the machine table to switch from one manifold size to another. In contrast, the new Kurt ClusterTowers (right) require only swapping the custom, quick-change jaws to accommodate a different manifold.

The twin-pallet HMC enables operators to load or unload one tower while the second is in the cut. The jaws interchange with 0.001-inch accuracy.

Using machined features from the first series of operations to locate manifolds for subsequent work eliminated the need to mill holding slots.



Mr. Thoreson reports that he and his team initially were skeptical that a standard workholding setup would provide the required locating accuracy and rigidity. However, clamping pressure ranging from 3,000 to 3,100 psi has proven more than sufficient to keep parts stable and to damp cutter-induced vibration. In fact, he reports that the shop can achieve part-to-part repeatability of 0.0005 inch, even at a top spindle speed of 15,000 rpm and feed rates ranging to 350 ipm. According to Kurt, machining the ClusterTowers from 80,000-psi ductile iron contributes to the system’s rigidity. “We run as aggressively as possible with the highest feed rates because the Kurt ClusterTowers can take it,” Mr. Thoreson says.












Related Content

A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read More
Fixturing Castings Made Simple Through Adhesive Workholding
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
Moving To Magnets Doubles Productivity
Moving from hydraulic to magnetic fixtures enabled this shop to reduce setup time, improve rigidity and eliminate manual operations. As a result, productivity doubled.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
