



Among other advantages, the precision of Precise Tooling Solutions’ new Roeders RXU 1001 DSH five-axis machine facilitates diversification and efficiency by reducing the need for EDM and polishing. The foundation of such technology investments is a consistent means of collecting and analyzing data.

The new five-axis machine reportedly offers the largest workzone of any Roeders five-axis within hundreds of miles of the Columbus, Indiana shop.

Depending on the share of complex automotive lighting and interior molds, the shop machines 35 to 100 new injection molds annually and repairs/modifies another 300 to 350. Most new molds are within the 200- to 750-ton range, although repair work trends larger.

Although the shop is doing less of it, sinker EDM remains a key tool. In fact, the shop only recently purchased a new die-sinker EDM, this Mitsubishi EA28V. It also recently purchased its first wire-cutting EDM.
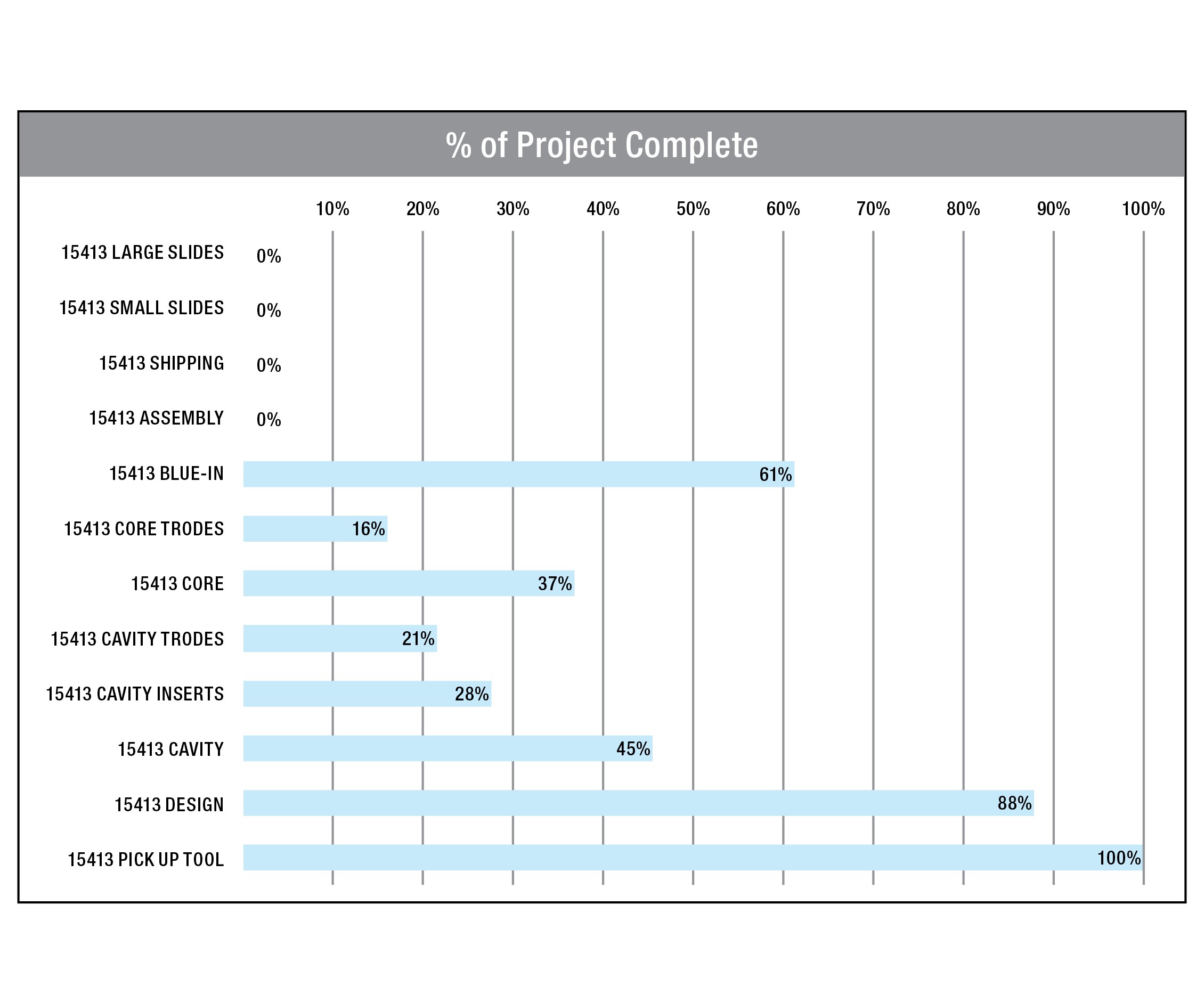
In addition to keeping the shop organized, ERP helps manage relationships with customers. The software automatically populates much of the information contained in weekly emails that update customers on the status of their orders. Just a portion of that email is shown here.

Fortuitously, getting rid of a series of old machines freed up 2,200 square feet of floor space—precisely the amount that would be necessary to transplant all equipment and tools needed to support full-scale production of ErgoSmart workstations. This increasingly profitable business is marketed to the same customers as molds and machined parts, yet has a negligible impact on capacity to produce those products.

Don Dumoulin, CEO, shows off an example of the shop’s new line of ergonomic workstations. He decided early in his tenure that investing back in the shop and diversifying made more sense than going on a “buying binge” of other machining operations.



Old iron can make good chips, but it is not likely to set a shop apart.
Just ask Don Dumoulin, a veteran of firms including Procter & Gamble, Glaxo-Smith Kline and Blackstone Private Equity who came out of retirement to purchase a mold and die shop in 2013. Inspired and motivated by recent U.S. manufacturing activity, he says he never would have made such a move if he did not see particular promise in this particular sector and in this particular shop, which was not the only one he had considered. And yet, the shop’s potential did not fully materialize until the arrival of the newest “iron:” a five-axis machine on a solid granite base that has reduced manual polishing time by hundreds of hours and even eliminated the need for EDM in some cases.



The shiny new machine is not the only evidence of Precise Tooling Solutions’ recent efforts to differentiate itself. During Modern Machine Shop’s visit, the 50,000-square-foot floor was awash with massive Cummins engine blocks in various stages of machining, just one of many contract job opportunities opened by the new five-axis machine. (Larger parts are a particular focus.) About 2,000 square feet of the Columbus, Indiana, facility is dedicated exclusively to producing ErgoSmart equipment, a line of ergonomic workstations and machine bases acquired in 2016 and sold to many of the same customers that purchase plastic-injection molds.
New work has not distracted from the core specialty of a shop that operated until last year as Precise Mold. On the contrary, Precise Tooling Solutions’ 50 employees still build and modify as many molds as they ever have, Mr. Dumoulin says. The difference is that in the past five years, the shop has opened enough extra capacity to reduce the share of long-dominant automotive tooling from 80 percent to less than 60 percent of the overall mix. The ErgoSmart business, meanwhile, is similar to previous contract work and fit naturally into existing workflows.
Getting this far did not require changing the fundamentals of how machining has been done for four decades here. Mr. Dumoulin says that is mostly the purview of those who work on the shop floor, admitting that his characterization of the new five-axis as a “Ferrari among machine tools” is based entirely on testimony from veteran machinists. What has changed is the company’s approach to strategic decision-making.
Intuition, valuable as it may be in some contexts, must be backed by demonstrable, real-world evidence to hold any weight in a modern, internationally competitive business, he explains. For a machine shop, this means there can be no question about, say, the locations of needed tools or inventory. There can be no misunderstandings about disrupted workflows. There can be little tolerance for uncertainty about where bottlenecks truly lie, or which potential new technology is truly necessary. More broadly, legacy customer lists and deep shop-floor experience are not always enough to remain competitive when economic tables turn. In short, he says the idea was “to take a mom-and-pop tool shop and put big-business analytics around it.”
Bandages Off
Mr. Dumoulin admits that the transition of the past five-odd years has not always been comfortable. But from his perspective, what is comfortable also can be dangerous. He says decades-old means of doing business could easily put a shop’s full potential—say, an opportunity to invest in that new five-axis—forever out of reach. “Everything was, ‘I think, I feel,’ instead of, ‘What do the facts say?’” he recalls about many machine shops he considered purchasing.
At Precise Tooling, step one was to expose: to lay bare the inefficiencies (and the opportunities) veiled by established routine. “We were running off spreadsheets and entering the same data 13 different ways,” Mr. Dumoulin says about the decision to invest in an enterprise resource planning (ERP) system immediately upon purchasing the shop.
Developed by Shoptech Software, E2 Shop System is similar to many other ERP offerings in that it is modular. This facilitates a step-by-step approach of adapting to one module before adopting another. Mr. Dumoulin, however, rejects that particular thinking. “So many people want to drip, drip, drip, but that’s probably the worst thing we could’ve done,” he says, explaining that working in two systems at once might have amplified confusion and even encouraged foot-dragging. “We decided to do it all and do it fast, like ripping off a Band-Aid. Rip out the old and bring in the new.”
Estimating, quoting, purchasing, job scheduling, accounting, shipping, cost and quality data analysis—all functionality was fully operational and the staff was fully trained within 90 days. Mr. Dumoulin emphasizes that the transition was anything but easy. In addition to extensive help from E2 support personnel, he says success has required a commitment to not letting the perfect become the enemy of the good. This attitude was particularly important in the early days. “You can get so angry when software won’t do exactly what you want it to do, but of course it won’t. You can’t expect it to be the end-all, be-all. But you do need a foundational base of information, and the best base of information is a modern ERP system.”
Fact-Based Foundations
Mr. Dumoulin’s characterization of ERP as a foundation, and an imperfect one at that, demonstrates the extent to which these systems are as valuable as what a shop puts into them. For instance, E2’s ability to track time-based productivity metrics by the second, as opposed to the half-hour increments of the old spreadsheets, is wasted if employees spend 20 minutes settling in after clocking in. Rather, they should clock in directly at their workstations, and do so only when they are ready to begin production.
Fostering the discipline and the shop-floor-level support necessary to break such comfortable routines required getting everyone actively involved in the transition. He emphasizes that “actively involved” meant more than just “trained in ERP.” The next step, a six-month charge toward earning a International Organization for Standardization (ISO) certification for the quality system, helped demonstrate the value of the new way because ERP made the job easier. In fact, E2 has an entire module dedicated specifically to ISO. Other functions helped as well, such as a whiteboard-scheduling feature that has made it easier to plan, spot bottlenecks and to conduct and evaluate the results of “what-if” experiments.
Meanwhile, working toward ISO certification strengthened the foundations of the ERP data foundation even as the staff began to realize the extent of the system’s power, as well as its reward. After all, attaining ISO 9001:2008 in 2014 required thoroughly documenting processes, brainstorming and revising the processes where necessary, and developing corresponding checklists to guide employees and ensure compliance with the newly tightened quality standards. (Mr. Dumoulin says “We measure it twice and cut it once.”) This process not only codified shopfloor procedures that had become rote for machinists, but also forced those machinists to acknowledge and correct flaws and inefficiencies.
As for the rewards of new data foundations and newly streamlined processes, some savings go directly into employees’ pockets as part of a 10 percent profit-sharing plan. Such direct payback has made it easier to argue for the merits of a more businesslike approach, Mr. Dumoulin says. In early 2016, for instance, he could link the recent earning of ISO to other new achievements, such as the shop’s first 99 percent on-time delivery rating. Ensuring such messages get through by keeping communication open is critical. In addition to regular “state of the company” meetings, there is an insistence on discussing every problem with every job, with a focus on finding fault in process rather than people. Mr. Dumoulin says this open-minded approach has been a big part of changing culture and freeing capital for investment.
The numbers bear out these claims. In 2015, loss due to quality (that is, revenue lost due to scrap, rework or simply not meeting the target operating margin) dropped to $150,000, down from $225,000 in 2014. That same figure reached $70,000 in 2016 and $40,000 last year. As this number has continued to decrease, investment has continued to increase, with the shop spending nearly $4 million on capital equipment during the past three years.
Complementary Diversification
The shop’s most recent equipment investment is the new Roeders RXU 1001 DSH, installed in August 2017. Always desirable, five-axis machining became a higher priority when a customer for automotive head and taillight molds—the work that most defines Precise Tooling—ruled out EDM for a job involving light-emitting diodes (LEDs). This posed a problem because sinker EDM has long been (and remains) a go-to process for cleanup of features deemed too difficult to mill complete. Nonetheless, new data foundations and newly streamlined processes left Precise Tooling well prepared to turn challenge to opportunity.
“The customer forced us into what turned out to be a very good thing,” Mr. Dumoulin says about the need for a machine to rival EDM, adding that machinists are as impressed by the machine’s speed as its precision. The resulting increase in capacity, particularly lights-out capacity for larger parts, has been critical to diversifying beyond the shop’s core moldmaking work.
Hailing from outside the manufacturing sector did not make Mr. Dumoulin immune to sticker shock. On the contrary, he says the need for sophisticated machine tools—not to mention complementary tooling and CAM software in this case—took getting used to. Still, the decision would have been far more difficult without first establishing the kind of operational visibility needed to justify, and to evaluate the potential impact of, such significant investments. Essentially, he says data-based decision-making helped provide not only the means, but also the courage to invest and adapt when work requirements changed. Now, he is considering the addition of a second five-axis machine.
Precise Tooling’s future investments may include more than just new machine tools. Mr. Dumoulin says he is always on the lookout for a successor to the company’s new ErgoSmart workstation business.The shop already had been building a few hundred tabletops per year as part of its general contract machining work. Given the opportunity to purchase and market its own line of workstations, the team recognized that it would not significantly disrupt existing workflows to also machine bases, fixturing and other components. Moreover, sufficient space was already available to simply transplant the entire assembly line from the original location. Perhaps most significantly, the very same injection molders and industrial parts purchasers served by this machine shop are ideal customers for products that promise to reduce back injuries. So far, the numbers prove this to be true, Mr. Dumoulin says, explaining that he expects ErgoSmart revenue to double every year for at least the next few years.
This is not the way Mr. Dumoulin expected things to go. While planning for his entry into the machining business, he fully expected to end up purchasing multiple small- and mid-size shops—as he puts it, “to scoop them up for their customer lists and their skilled employees.” Now, he predicts the overall business to continue double-digit growth every year.
As for the broader industry, he sees no reason why other small- and mid-size machine shops could not find their own ErgoSmarts. Nor why other shops could not also layer a more businesslike approach atop a legacy of machining expertise. In Mr. Dumoulin’s view, there is a way forward for the “mom-and-pop shop,” even if it seems uncomfortable at first.
















Related Content

Tool and Die Shop Discovers New Opportunities With First CNC Machine
In a shop that stamps millions of parts per year, the arrival of a CNC machining center is opening new pathways for production and business.
Read More
YCM Alliance Hits IMTS
YCM Technology has joined with other like-minded machine tool manufacturers to take a solutions-based approach to manufacturing.
Read More
Grob Systems Inc. to Host Tech Event With Industry Partners
The 5-Axis Live technology event will highlight new machining strategies for optimizing the production of complex medical, aerospace and mold/die parts.
Read More
Hexagon Acquires TST Tooling Software Technology
Hexagon acquires TST Tooling Software Technology, a distributor of VISI, Hexagon’s CAD/CAM software for the mold and die sector, and PEPS CAM software.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More