
Garage Shop Evolves into CNC Tool Grinding Specialist
This tool grinding shop was able to transform itself into a specialty cutting tool producer with the adoption of a few advanced CNC tool grinding machines.
.jpg;width=70;height=70;mode=crop;format=webp)

Marcus Young uses Tool Studio programming software to produce unique tool geometries that he couldn’t previously produce.

Making the move to CNC tool grinding with Walter Helitronic technology has enabled AcuTwist to expand its business into specialty cutting tool production.

The Helitronic Power tool grinder’s large C axis under the work heads enables complete grinding of complex tool geometries in single setups.
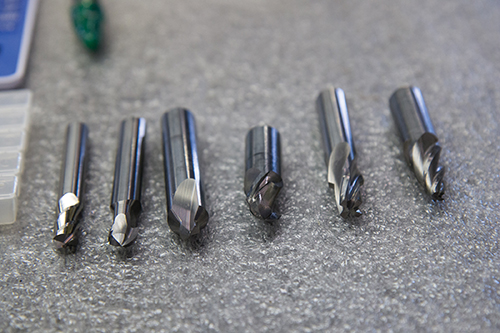
Much of the shop’s current business is producing special tools from carbide blanks ranging in diameter from 0.157 to 0.875 inch and lengths to 6 inches.



When the idea came to Marcus Young in 1989 to start his tool grinding company AcuTwist, he was managing an internal machine shop for a specialty subcontractor that did a lot of production drilling in powder metal parts for automotive and outdoor equipment applications. Since then, AcuTwist has blossomed from a garage with a single manual grinder into a thriving shop running three advanced CNC tool grinders to produce rotary tools with complex geometries for powder metal components.
At the shop where Mr. Young previously worked, the holes drilled in the powder metal parts were usually less than 0.438 inch in diameter, with depths ranging from five to 10 times the diameter. Every day, the shop would burn through some 100 carbide and high speed steel drills, mostly due to poor tool performance. According to Mr. Young, finding drills that cut to size and held required tolerances was difficult with the challenging material, so the shop preferred to resharpen its own drills to size. However, the process lacked repeatability, which prompted Mr. Young to propose buying a better resharpening system. The owners of the company were unwilling to make the investment.



So Mr. Young took a leap of faith on his own time. He secured a loan, acquired the equipment, which included one manual tool grinder, and opened AcuTwist for business in his Kersey, Pennsylvania, garage.
The tiny shop was an almost immediate success, quickly picking up several customers when it became apparent that Mr. Young’s regrinding expertise produced drills with much longer life than standard tools. “I realized that, by tweaking the geometry just a bit, we could get longer tool life, cut rounder and straighter holes, and reduce the size of burrs on the exits of through holes,” he explains.
As business increased, AcuTwist hired a couple more employees and purchased another manual grinder. Mr. Young began looking into CNC tool grinding technology and how it could potentially benefit and expand his company’s grinding capabilities. In 1998, he made another significant leap and purchased his first CNC tool grinder through United Grinding North America Inc.: a Walter Helitronic Mini Power. To keep pace with still-rising demand, an additional Walter Helitronic Power grinder was soon followed by another. It was around this time that AcuTwist moved out of Mr. Young’s garage into its current (and larger) location in Ridgway, Pennsylvania.
These Walter tool grinders feature 3D gantries for rigidity and precision. The grinding spindles ride on large cross-slides within enclosed back walls, while large C axes under the work heads enable complete grinding of complex tool geometries in single setups. This C-axis design also eliminates the need for rotary spindle axes.
AcuTwist kept growing as Mr. Young learned how to capitalize on the capabilities of his CNC grinders. The shop expanded its offerings beyond just drill resharpening to include generating a variety of tool geometries such as step drills, drill/reamer combination tools, form tools and other specialty tools.
Because he had never produced a tool on a CNC grinder, Mr. Young relied heavily on Walter’s tool grinding software when it came to generating tool geometries and developing machine programs. He progressed from the standard software to CyberGrind, and most recently, to the more advanced Tool Studio.
This software uses a step-by-step wizard format to guide the operator through the process of programming complex projects like AcuTwist’s. The wizard function fills in the blanks from its database to speed up programming of drills, cutters, step tools, form tools and other rotary tools.
In an effort to go paperless, the company has started to purchase tablets for operators to use on the shop floor, easing data upload and monitoring with such systems. AcuTwist is making strides in this regard, primarily as a result of a May 2014 flood that left its facility and equipment sitting in three feet of water. Thanks to help from United Grinding and its suppliers and customers, the company was operational just three weeks after the flood.
As he got used to the new software, Mr. Young found he was able to produce unique geometries that he couldn’t make previously with PC-based programs. “With Tool Studio, I can put two drill points together on the same tool and use as many as six wheels to generate it,” he says. “Between our Helitronics, we run programs for more than 80 specialty tools and over 100 standard tool programs.”
That flexibility enables AcuTwist to develop multiple tool geometries tailored for machining of powder metal components—a tough job given the material’s abrasive quality and part tolerances often in the micron range. “In one application, we developed a drill/reamer for a tier-1 automotive supplier that produces powder metal parts,” Mr. Young says. “Now we manufacture that tool in six different sizes for processing timing gears, transmission gears, bearing caps and other powder metal drivetrain components.”
In fact, a significant portion of the shop’s current business is producing special tools, mainly from carbide blanks ranging in diameter from 0.157 to 0.875 inch and lengths to 6 inches. For instance, an order for a tapered end mill with an angular tolerance of ±0.05 degree over a 1.5-inch length is now nothing out of the ordinary for the small shop.
It has come a long way from just resharpening drills.
To increase output and support unattended operations, AcuTwist’s CNC grinders use Walter’s ECO Loader Plus and thermal compensation software that together enable the shop to run overnight in addition to the 10 to 12 hours the machines run during the day. The compensation software measures and adjusts for machine growth to ensure consistent grinding precision, while the ECO Loader Plus supports loading as many as 80 tools on the work heads.
According to Mr. Young, the company’s business model is a bit different from many larger tool grinding companies, and he aims to keep it that way. “Our niche is rapid turnarounds on relatively small quantities of special tools: anywhere from one to 200 pieces,” he says, adding that some projects require turnaround times as fast as a couple of hours. “Our Helitronics enable us to keep pace and continue to meet and exceed those customer needs.”
















Related Content

Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
Grinding Wheel Safety: Respect The Maximum Speed
One potential source of serious injury in grinding comes from an oversight that is easy to make: operating the wheel in an over-speed condition.
Read More
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More