
Grinder’s Hybrid Hydro Guides Offer Speed, Precision
A hybrid guideway system on Studer's new S41 universal cylindrical grinder is designed to ensure the linear motors driving the machine’s axes are employed to maximum effect.


Studer’s next-generation cylindrical grinder, the S41, is designed for precision, speed and high metal removal rates in a broad range of applications.
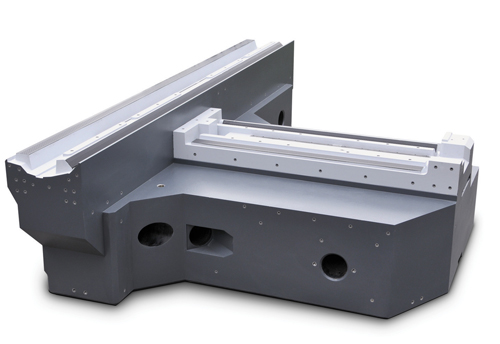
The company developed The StuderGuide hybrid guideway system to ensure the machine takes full advantage of the linear drives’ benefits. The guideways are molded directly into the machine bed, which is constructed of Granitan S103 mineral casting (Granitan is a the 3rd generation mineral casting designed by the Euro project EPOC under the management of Studer, to absorb grinding forces and damp vibration). The ways are also finished with wear-resistant Granitan S200 surfacing material.
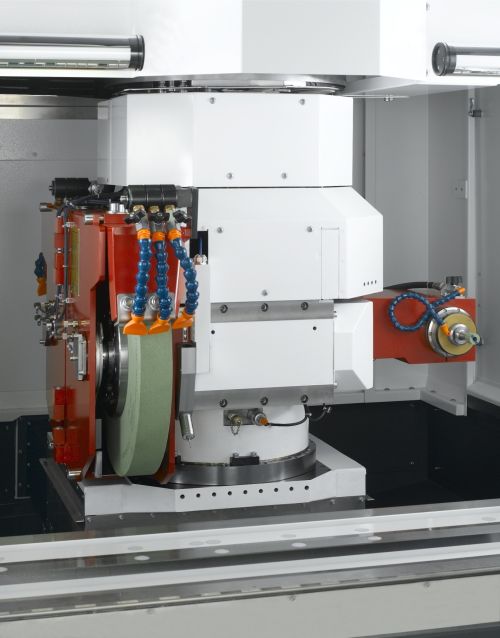
Linear drives are also employed on the machine’s B-axis turret wheelhead. The company says this provides quick indexing among as many as four different external grinding wheels or three internal grinding spindles to a resolution of 0.00005 degrees.
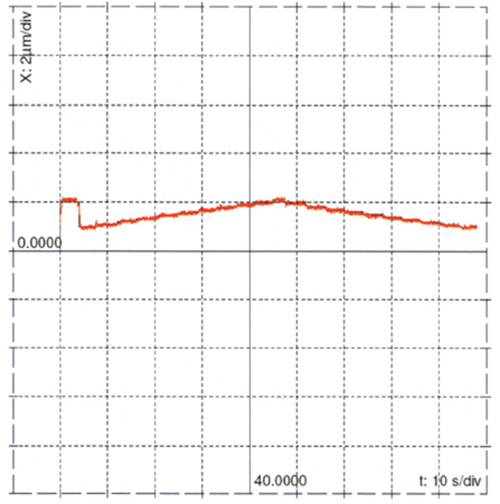
These measurement results show that the S41’s axis slides are capable of travelling across a distance of 1 micron in 0.1-micron steps. According to the company, the combination of linear drives and the StuderGuide hybrid guideway system makes this level of precision possible.
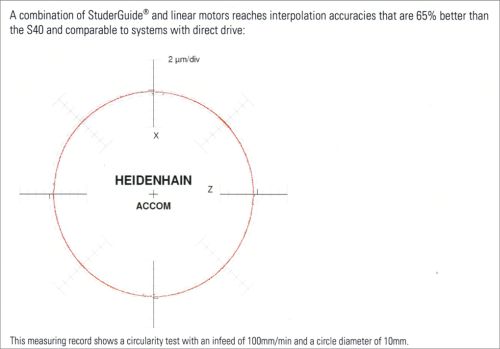
In addition to faster positioning, linear motors help reduce the effect of backlash by eliminating the need for mechanical elements, such as ballscrews, to transfer rotary motion to linear motion. Mr. Ueltschi says this is proven by circular interpolation tests--this shot shows the results of one such test.















Related Content

How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More