
Methods Seeks the Perfect Machining Environment
With its new Precision Center, Methods Machine Tools is locking down environmental variables that could impact machining processes. Why? So North American manufacturers will no longer need to send parts, tooling and material to Japan or somewhere else to have intricate, sensitive or challenging test cuts performed.


Here is a look inside the grand opening for Methods Machine Tools’ new Precision Center. At its core, Methods’ new Precision Center is meant to remove all environmental variables that could impact the performance of machining centers and related manufacturing equipment when extremely tight tolerances are required.
The company says the environmental control technology within the Center maintains ideal air pressure conditions, temperature and humidity. A central control server monitors the environmental conditions and automatically adjusts ceiling fan speeds, moisture levels, and temperature by engaging or disengaging HVAC units, a water-cooling system and dehumidifiers.

A traditional Kagami biraki ceremony at Method Machine Tools’ grand opening of its Precision Center. From left to right: Hiroyuki Uchida, Senior Executive Vice President and CTO, FANUC Corporation; Jerry Rex, President & CEO Methods Machine Tools; Kyle McIver, Owner/ Board Member Methods Machine Tools; Scott McIver, Owner/Chairman of Board Methods Machine Tools; Kenichi Nakamura, President Nakamura-Tome Precision Industries; James Hu, Chairman Litz Hitech; Nobumasa Kiwa, President Kiwa Japan and Takuto Yasuda, President Yasda Precision Tools K.K.



With the crash of wooden mallets upon the lid of a sake barrel, Methods Machine Tools’ new Precision Center was officially open for business. The traditional Kagami biraki ceremony took place June 5 with executives from companies that have partnered with Methods to help test and launch the ultra-environmentally controlled facility.
At its core, Methods’ new Precision Center is meant to remove all environmental variables that could impact the performance of machining centers and equipment when extremely tight tolerances are required. Customers who may have difficulties achieving extremely tight tolerances, for instance, could turn to the center to rule out — or pinpoint — variables within their own facilities as the culprit. These variables fall across two broad categories: the climate conditions and air pressure within the room itself, and an ultra-solid foundation to minimize machine vibration.



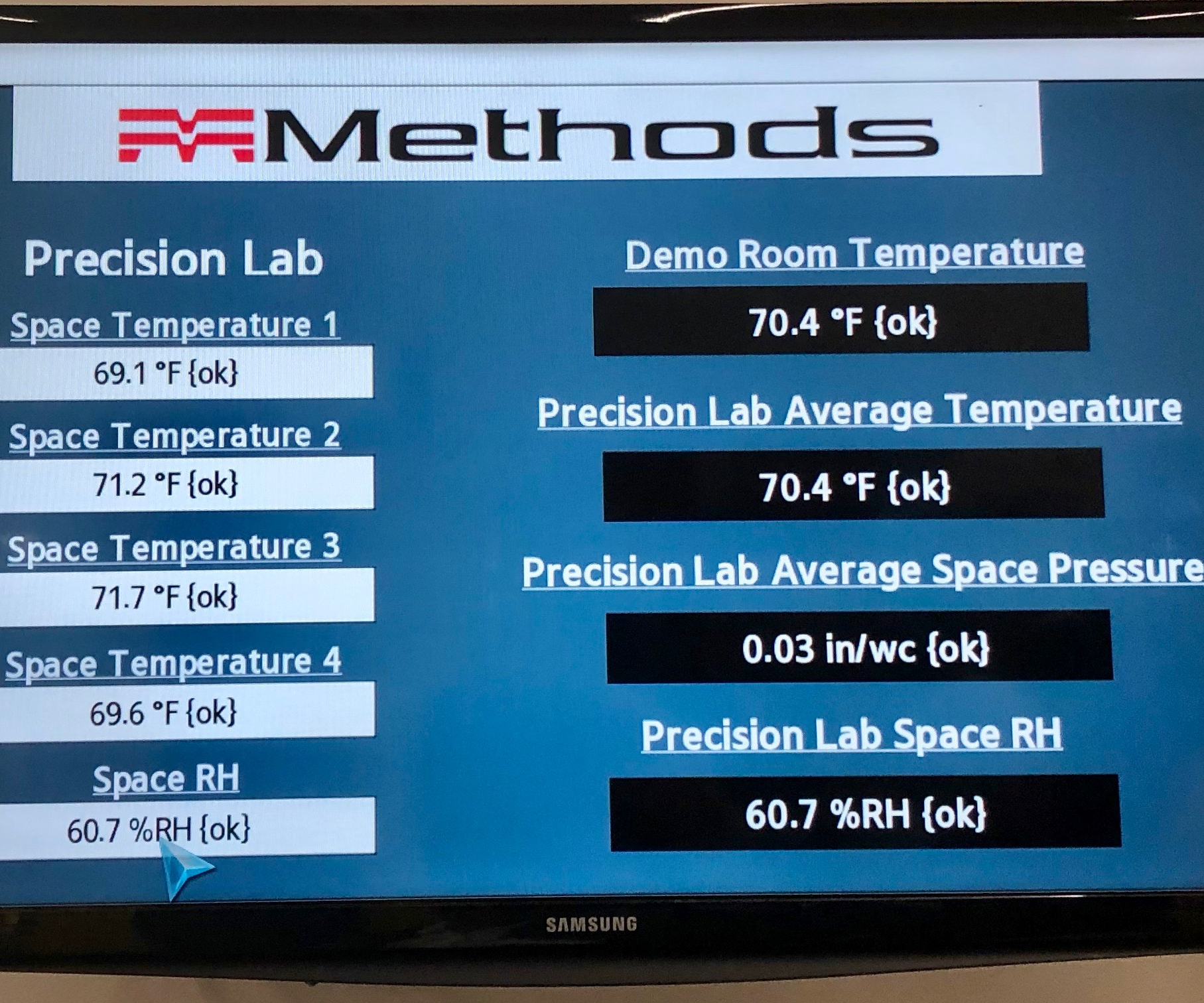
The environmental control technology within the Center is akin to what one would imagine exists on the International Space Station. In order to maintain ideal air pressure conditions, visitors must first pass through a secured, pressurized airlock before entering the facility. Inside, four sensors on the walls and ceiling monitor temperature, air pressure and humidity. They feed that data back to a central control center, which then automatically adjusts ceiling fan speeds, moisture levels, and temperature by engaging or disengaging HVAC units, a water-cooling system and dehumidifiers. All of this takes place without human intervention.
To create the foundation for the Center, a construction crew removed rock and soil 1-meter deep and replaced it with isolated pads for each machine, made up of crushed stone and concrete reinforced with 0.625-inch steel rebar both horizontally and vertically. Methods says this will eliminate vibration and other physical interference that could emanate from the foundation itself during machining operations.
At the event, Jerry Rex, President and CEO of Methods, said that the Precision Center is the largest and most stable machining environment of its kind in the United States. He said that, prior to the grand opening, his team tested the environmental controls by cycling five machining centers for four weeks non-stop and discovered that the greatest temperature variation within any 24 hour period reached only 0.4° F. Because of the technology and stability in the Center, he said, North American manufacturers will no longer need to send parts, tooling and material to Japan or some other country to have their intricate, sensitive or challenging test cuts performed. “There are situations where the environment makes an impact on the machining process that you cannot have,” he said. “We have control over those variables now. Intricate, challenging, tight tolerance and confidential test parts can be made right here in the U.S."
In addition to test cuts and work on confidential parts, Mr. Rex mentioned that the Center will be used to develop new technology around machining practices and advanced turnkey solutions, as well as to develop new cutting tools and in-machine inspection processes. Joining Mr. Rex for the grand opening were Hiroyuki Uchida, Senior Executive Vice President and CTO, FANUC Corporation; Kenichi Nakamura, President Nakamura-Tome Precision Industries; James Hu, Chairman of Litz Hitech; Nobumasa Kiwa, President Kiwa Japan; Takuto Yasuda, President Yasda Precision Tools K.K. as well as owners and board members from Methods Machine Tools.












Related Content

IMTS 2022 Review: Attention to Automation Extends Beyond the Robot and the Machine
The advance toward increasingly automated machining can be seen in the ways tooling, workholding, gaging and integration all support unattended production. This is the area of innovation I found most compelling at the recent International Manufacturing Technology Show.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read More
Weiler to Debut New Automation Features For Its Lathes
Weiler’s V 110 four-way precision lathe introduces features new to the U.S.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read MoreRead Next

When Machining Long Parts, Machine Shop Climate Matters
Machining long titanium tufting needle bars required a milling machine with a super-long X-axis travel. But the real challenge was thermal compensation in the Georgia heat.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
