
Minimizing Turnaround Times for Big Parts
The key to success (and the primary challenge) for any job shop is minimizing turnaround time for non-repeating work. This Indiana shop shares some of its strategies for reducing lead times for the various large-scale jobs it encounters.
.jpg;width=70;height=70;mode=crop;format=webp)
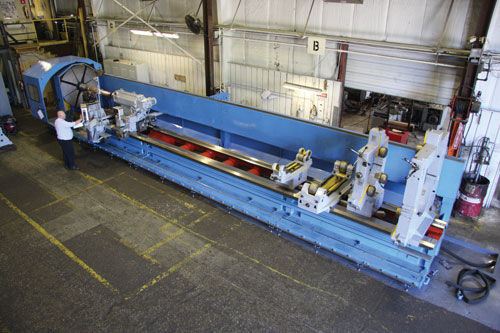
Aeromet’s most recent large-scale machine purchase is this Ryazan CNC lathe that has a 67-inch swing and accommodates parts as long as 433 inches, which…
…enables the shop to create larger mandrel drums as well as pursue larger-diameter turning work.

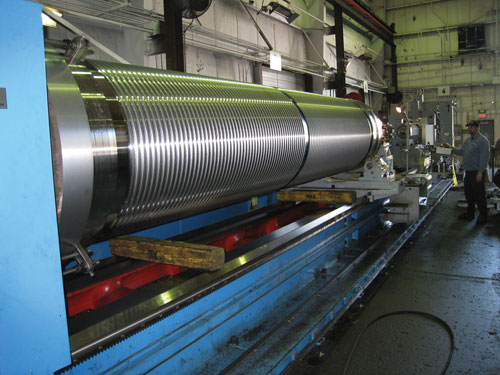
The shop started out making replacement parts for steel mills in the area. These days, it also designs and manufactures its own brand of mandrels…

…machined from 4140 and 4340 steel forgings rather than castings for improved strength and durability.

This big Union horizontal boring mill from Magna Machine offers 396 inches of X-axis travel and has a contouring rotary table measuring 79 by 98 inches.

Aeromet operates a fleet of trucks to ensure that…

…parts move quickly and safely out of customers’ plants, into the shop for repairs and back to the originating facility.
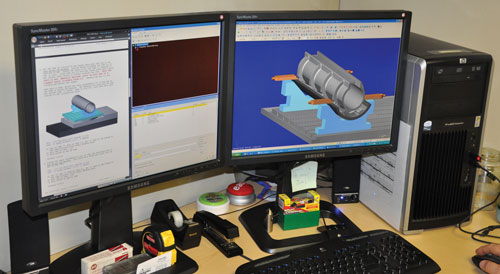
The shop’s CAM programmers create color-coded instruction sheets…

…that enable operators, tool presetting personnel, quality inspectors and others to quickly find information specifically related to their job duties.



Good machining businesses are nearly always able to find ways to shave time off of repeating work. This is much more difficult, however, for job shops that may machine a particular part only once. And the challenge of compressing turnaround time for jobs that don’t repeat is more daunting when a 40-ton crane is needed to install workpieces onto a mill’s bed or into a lathe’s chuck.
Aeromet Industries, located in Griffith, Indiana, faces this situation every day. Whether it’s large-scale repair work, a big part it’s never encountered before or a custom mandrel drum of its own design, nearly every component it machines is different. That often means there is no existing CAM program to access, no part-specific fixturing to pull off a shelf and no first-hand machining experience with a given part.



Over the years, though, Aeromet has implemented general strategies that enable it to minimize turnaround time for the sizeable components it machines. This has helped the shop establish a successful niche in machining the big stuff. Fred Wahlberg, company president and co-founder, and his nephew Neil Wahlberg, sales and marketing manager, explained some of Aeromet’s approaches to reducing lead times for large machined parts during a recent visit to the northwestern Indiana shop.
Big from the Beginning
Fred Wahlberg started Aeromet in 1971 as a job shop that made replacement parts for steel mills in the area. Much of that work involved reconditioning recoiler and uncoiler expanding mandrel drums for steel processing lines, and most of those mandrel drums had unique designs to match their specific application. Aeromet still performs that type of work today, in addition to miscellaneous job-shop-type work involving large components. Over time, however, the shop parlayed the mandrel drum repair work into a product line. After noting common design flaws that caused premature breakage in the types of units it continually repaired, the shop was spurred to create its own line of custom mandrel drums. Aeromet’s mandrel drums are machined from 4140 or 4340 steel forgings that offer greater durability and longevity than cast components used in other designs. They also provide enhanced sheet gripping capability that ultimately leads to less material waste when starting a line.
A quick stroll through Aeromet’s 25,000-square-foot facility reveals that the shop is geared toward large-scale machining work. It has multiple cranes that range in capacity from 10 to 40 tons and a fork truck that can lift 16,000 pounds. It also has a nice selection of big CNC machines, including a Giddings and Lewis vertical boring mill that can accommodate parts measuring as much as 72 inches in diameter and 84 inches tall. Its Union PC-150 horizontal boring mill offers X-Y-Z travels of 396 by 138 by 30 inches in addition to 29 inches of W-axis extension and a 79- by 98-inch contouring rotary table. The shop’s most recent machine purchase, however, is also its largest: a Ryazan RT317 lathe purchased through Shamrock Machinery in Houston, Texas. Installed in 2009 atop a 5-foot-deep foundation, this CNC lathe has swing of 67 inches and can accommodate parts as long as 433 inches. It’s equipped with an optional 120-hp motor, a boring bar attachment and a 1.5-meter chuck. The huge lathe, which replaced a smaller unit, enables the shop to create larger mandrel drums as well as pursue larger-diameter turning work.
Of course there’s more to being successful at machining these types of parts than having equipment with sufficient capacity. Here are some of the ways Aeromet minimizes turnaround time for sizeable machined components:
• Part pickup and delivery. Sometimes quick-turnaround efforts start with what’s parked outside the facility. Aeromet maintains and operates a fleet of trucks exclusively for the benefit of customers that depend on the shop to get their parts moved quickly, safely and efficiently. Rapid response is critical to Aeromet’s customers, especially when it comes to repair work. Extended periods of downtime to repair processing line components can lead to significant losses for the customer. In fact, on the rare occasions that Aeromet is closed (it generally runs 24/7), emergency calls are routed directly to Mr. Wahlberg so he can immediately dispatch a driver to pick up damaged components.
• Planning ahead. Some of Aeromet’s customers have planned shutdowns for repairs or upgrades to Aeromet’s own mandrel drums. To minimize line downtime, Aeromet might pre-machine some elements of the mandrel drums before receiving all mating components. This minimizes the total amount of machining time required while the line is down for repair. The shop will then bring in the customer’s mating equipment once the line shuts down; measure for proper gear and bearing dimensions; finish machining the mandrel drum per those measurements; and then assemble and deliver the repaired assembly.
• Effective programming and job sheets. The shop has used Mastercam from CNC Software since the late 1980s, and it currently has the latest version of the programming software, “X5.” Once an order is finalized, one of the shop’s three CAM programmers receives a solid model from the engineering department or directly from the customer and begins developing the program as well as setup sheet instructions for shopfloor employees. The instruction packets are color coded, so employees can quickly scan and identify the sections of the packet that are relevant to them.
The detailed instruction packets enable apprentices and less-experienced workers to perform full journeyman-type duties. CAD images of the part and fixturing as well as actual photos (when available) included with the instructions also help these less-skilled employees to better visualize the job.
• Presetting tools. Aeromet began using a tool presetter 10 years ago so that tools could be installed and measured in their holders prior to machine change-overs. After presetting, tags are placed on the tools listing their X and Z dimensions in addition to tool pocket location in the machine. The latter is really the key piece of information for the setup person, however, because tool offsets are sent via Ethernet directly to the machine’s control. The shop recently ordered a new presetter from Zoller to replace its older model.
• Minimizing cycle times. Aeromet’s current approach to machining large parts is different than it was in years past. This was driven in part by advancements in cutting tool technology. Primarily using cutters from Dapra, which the shop says provides a robust cutting edge, Aeromet moved away from taking heavy cuts at relatively low feed rates to lighter cuts at much faster feed rates. This ultimately yielded higher metal removal rates. Its process also involves using a torque wrench for consistent insert seating pressure and changing insert screws after every eight insert changes.
• Studying and improving processes. Aeromet taps the knowledge of its entire workforce to trim waste from its operations and processes. This is facilitated by weekly team meetings attended by all who contributed to recently completed jobs. Operators, programmers, design engineers, inspection personnel and others review all steps involved in the production of a part to identify instances in which budgeted time for specific steps was exceeded. The shop has even videotaped specific steps. This is not done as a policing effort, but as an attempt to reveal where given process steps might be streamlined. Using shadow boards for efficient tool storage and retreival, queuing material for upcoming jobs, and presetting cutting tools are all results of such continuous-improvement meetings.
Cultivating Talent
Finding the right shopfloor employees is also key to the success of a shop such as Aeromet. However, Aeromet doesn’t so much find employees as cultivate them. The shop continues the high school apprenticeship program it began in 1977. In fact, most of the people currently employed there graduated from that program. The program is run through the Valparaiso Area Apprenticeship Advisory Council, of which Mr. Wahlberg is an advisory board member. In the four-year apprenticeship program, students progress from learning basic machining skills to programming and other advanced shop duties. The shop commonly has at least a couple apprentices on the shop floor, which results in a nice mix of fresh, middle and top job positions. Not every apprentice pans out, but the downside of not developing one’s own talent outweighs the risk of losing one of these candidates.
















Related Content

Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read More
Deep Hole Drilling Without Drift
A deep hole drill with intuitive controls and minimal hole drift was one shop's pipe dream — until the shop helped a machine tool builder make it.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More