
More Accurate Taper Cutting with Wire EDM
Cutting tall, steeply tapered surfaces with wire EDM often creates an overburn situation if the slope of the wire path changes from the top to the bottom of the cut. A feature called Volumetric Taper Compensation with four-axis overburn control compensates for this effect on FANUC wire EDM models from Methods Machine Tools Inc.

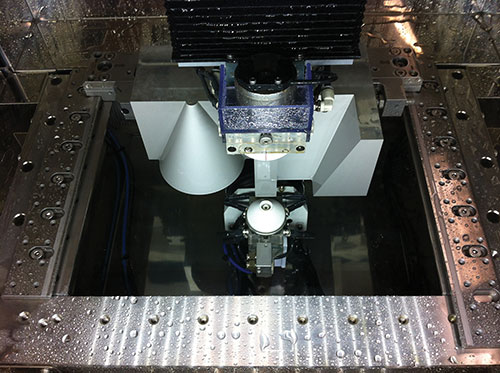
This view of a test workpiece shows two examples of steep tapers in which overburn conditions can degrade geometric accuracy. On the left, the wire traverses a smaller arc at the top of the cone than at the bottom. Likewise, on the right, the wire traverses a shorter distance at the bottom of the slope than at the top. The change in relative wire traverse speed at the top of the cone and at the bottom of the slope affects the cutting action of the wire electrode
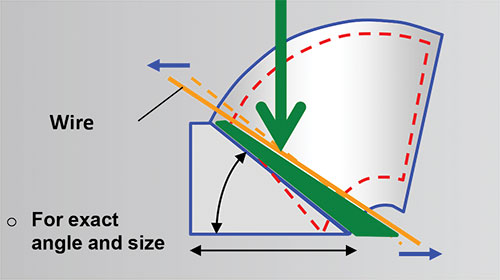
This illustration depicts how the taper compensation feature adjusts the angle of the wire to counteract the conditions that can cause an overburn when cutting steep tapers with EDM. The green arrow points to the varying offset of the wire created by the upper and lower compensation amount.



Cutting tall, steeply tapered surfaces with wire EDM is a challenging operation, especially if the wire must travel a greater distance at opposite ends of the taper in four-axis moves. One example is a taper cut that follows a curve such as to produce a cone-shaped geometry. Another example is cutting a slope in which the angle of the slope varies because one end of the slope is wider than the other. One of the chief difficulties in these situations arises because the wire traverse speed relative to the workpiece surface becomes slower as the wire approaches the progressively tighter arc of the cone shape or the narrower width of the slope.
This change in relative wire traverse speed creates conditions for an overburn where the part shape is tighter or narrower. The slower relative speed causes the energized wire to remove proportionately more material by producing an unwanted concentration of spark action in this portion of the workpiece. In addition to degrading geometric accuracy, this concentration of sparks may also cause the wire to break. A feature to compensate for this effect has been introduced on FANUC wire EDM models from Methods Machine Tools Inc. (Sudbury, Massachusetts).



Called Volumetric Taper Compensation with four-axis overburn control or TPCMP (for toolpath compensation), this feature is available first on the FANUC RoboCut a-CiA series of wire machines equipped with FANUC series 31i-WB controls. It enables the programmer to apply a single numerical value that determines the appropriate change in wire angle at both the upper and lower positions of the wire guides. Essentially, this change in wire angle adjusts the position of the wire in relation to the workpiece surface so that cutting conditions are the same along the full length of the wire in the cut. This adjustment moves the wire slightly farther away from the surface at one end of the cut and slightly closer to the surface at the opposite end. The result is enhanced cutting accuracy and lower risk of wire breakage. According to developers, taper cutting accuracy improves from 0.00122 inch to 0.0008 inch.
The appropriate compensation values are based on a simple test cut that the customer must do using his or her material and cutting parameters. The cutting results are measured and the resulting data is plugged into a formula that then provides the TPCMP value for each cutting pass. Although this compensation feature is most valuable in extreme taper cutting operations, it can be applied to any wire tool path involving independent U- or V-axis motions for improved accuracy.
The FANUC RoboCut a-CiA series from Methods Machine Tools includes a C400 model with X, Y and Z travels of 14.6, 10.6 and 10.2 inches, respectively, and U and V travels of ±2.362 inches. A C600 model is available in two versions, one with X, Y and Z travels of 23.6, 15.7 and 12.2 inches respectively, and U and V travels of ±3.937 inches; and another with a Z travel extended to 16.2 inches.
The builder recommends this series for machining a range of materials including cobalt-chrome, high-nickel alloys and titanium often found in applications such as aerospace, medical and military. For efficient graphite cutting, a new Pulse Mode has been designed specifically for machining very thin ribs in a single pass, resulting in time savings and consistency when machining electrodes. For applications in nickel alloys, stainless steel and titanium, an anti-recast power supply produces surfaces with no defects detectable at 1,000 magnification, the developers say.













Related Content

Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More