
More Effective Cooling, Lubrication for Grinding
Coherent-jet nozzles offer advantage over plastic and rigid tube nozzles for coolant delivery to grinding wheels.
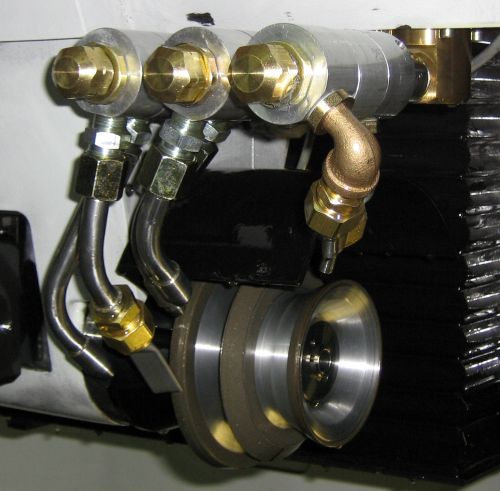
In this example, coherent-jet technology uses a combination of round nozzle tubes, collet adjusters, ring manifolds, flat swivel nozzles and round swivel nozzles for complete coolant coverage of three wheels.
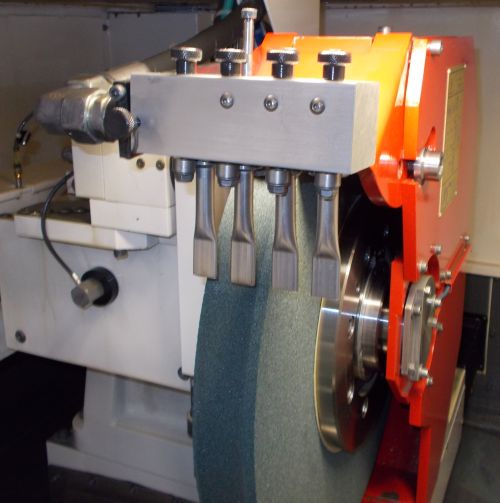
Here is a linear array of four flat swivel nozzles with plunger switching of the right two on a cylindrical grinder.















Related Content

Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
