
Nano Technology Improves Insert Coating Adhesion
The needle-like surface structure of this TiCN insert coating interlocks with a succeeding layer of aluminum oxide to enable the insert to resist both heat and abrasion.
.jpg;width=70;height=70;mode=crop;format=webp)
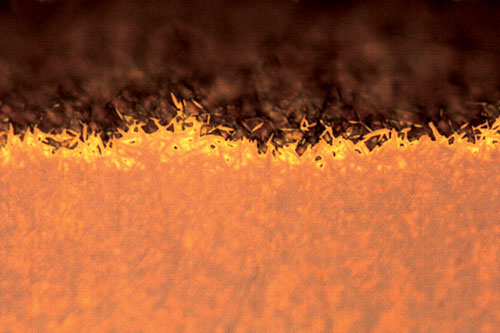
The needle-like surface structure of this insert’s TiCN layer provides excellent adhesion with an outer aluminum oxide layer. (Think “nano-Velcro.”) The TiCN coating protects against wear while the aluminum oxide layer protects against heat.



Titanium carbonitride (TiCN) is a coating that’s commonly used on cutting tools and indexable inserts. In fact, more than 90 percent of all indexable inserts coated via chemical vapor deposition (CVD) have at least one layer of TiCN, according to Reinhard Pitonak, engineer of research and development for Boehlerit (one of the six companies that constitute the LMT Group). Mr. Pitonak says the prime reason for the TiCN coating is to prevent insert wear.
TiCN coatings that contain very small carbon and nitrogen particles—those ranging in size from 50 to 300 nanometers—tend to possess good wear-resistance characteristics, Mr. Pitonak explains. To that end, Boehlerit developed a TiCN coating using particles measuring just 25 nanometers. What the company found was that the fine particle size combined with a very-high-temperature CVD coating process resulted in an unconventional, yet beneficial TiCN surface structure.
The nanocrystalline coating it created has a needle-like surface structure. This surface allows the TiCN coating, which the company calls Nanolock, to “interlock” with a succeeding layer of an aluminum oxide coating. This very strong adhesion between the two coatings makes the aluminum oxide, which offers protection against excessive heat during machining, less likely to delaminate during a cut. The combined abrasion-resistance properties of TiCN with the heat-resistance properties of aluminum oxide enables users to achieve higher cutting speeds and a longer insert life, Mr. Pitonak says.
The Nanolock technology is currently available for Boehlerit’s LC 228E universal bar-peeling inserts, LC 239Q crankshaft-machining inserts and Steeltec rotary inserts. Cutting tests comparing the Steeltec grade LC 215K Nanolock inserts with conventional inserts resulted in Steeltec achieving cutting speeds higher than 300 m/min during a continuous cut in 4140 steel while providing 50 percent longer life.
Related Content
-
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
-
Toolpath Improves Chip Management for Swiss-Type Lathes
This simple change to a Swiss-type turning machine’s toolpath can dramatically improve its ability to manage chips.
-
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.








