
New Boring Tool Phases Out Multiple-Pass Operation
Boring large holes often takes multiple passes that lead to lengthy cycle times. This oil industry manufacturer turned to Allied Machine and Engineering for help with one such troublesome application. A custom tool saved the shop hours on cycle time.

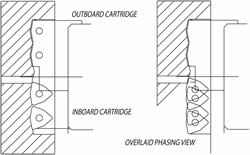
This diagram demonstrates how the inboard and outboard cartridges create a phased, overlapping cut.

Despite running at a lower feed rate than the previous boring tool, the Opening Drill completed the operation in a single pass, saving hours of cycle time.

Available in a maximum diameter range of 2 to 5.62 inches, all Opening Drill models contain identical insert cartridges and use the same inserts, mounting screws and adjusting screws. This allows users to avoid having to maintain inventories of various types of accessories for the same tool.

Allied supplied Wellhead with a larger, custom version of the Opening Drill to cut this 8-inch-diameter hole.



For energy industry manufacturers, enlarging pre-drilled or cast holes to diameters as large as 7 or 8 inches is not uncommon. Bringing such holes to size often requires multiple, incremental boring passes, with operators readjusting boring bar cartridges to the proper diameter between each pass and changing tools when stroke runs out. This can lead to lengthy cycle times that negatively impact efficiency and throughput.
Van Currie, a manufacturing engineer at oil and gas industry manufacturer Wellhead, Inc., is all too familiar with this problem. To produce one valve body, the company had to machine two blind holes measuring nearly 21 inches deep and 8 inches in diameter—an application that took more than 8 hours to complete. Unsatisfied with this production process, the company turned to Allied Machine and Engineering for a solution that would reduce cycle time. The drilling system manufacturer responded with a tool that could nearly finish the bore in a single pass and cut cycle time to less than 1 hour. The key is a phased insert arrangement that allows high material-removal rates even on low-horsepower machines.



“We went from having to continually adjust and change out our old boring head to this one hole-opening drill,” Mr. Currie says. “It paid for itself after the first couple of parts.”
Founded in 1947 and recently acquired by Seaboard International, Wellhead produces oil-industry parts such as valves, drilling flanges, coiled tubing heads, ring seal packers and more. The Bakersfield, California-based manufacturer services and supplies customers worldwide in locations including Texas, Wyoming and Colorado as well as Canada and even Kuwait. More than 100 employees work in shifts round-the-clock to produce primarily large parts weighing as much as 4,000 pounds, some that take as long as 8 hours to machine.
The valve body in question was machined out of forged 4340 alloy steel using a 15-hp Toshiba Shibaura horizontal boring mill running with flood coolant. Each part required two holes, which were cut from stock on the manual machine with a two-flute insert drill at 56 rpm and 0.006 ipr. A small carbide point created a pilot hole and centered the tool, while inserts arranged along the body enlarged the hole to a 5.9-inch diameter in a single pass.
The problem arose in the subsequent boring operation used to enlarge the 21-inch-deep hole to the final diameter of 8 inches. The shop ran an adjustable boring bar at 125 rpm and 0.75 ipm. Bringing the hole to size took 7 passes with this tool. Between each pass, operators had to adjust the set screw or install another boring bar when the first reached the limit of its stroke. This led to a total cycle time of more than 8 hours per part.
“We were able to open up the 5.91-inch hole really quick with the two-flute drill. But going from 6 to 8 inches with a rotating boring bar that could only take a 0.2- or 0.3-inch depth of cut per pass—this was really time consuming,” Mr. Currie says.
The shop had successfully used tools from Allied Machine and Engineering in past operations, so it turned to that company for advice on how to reduce cycle time on the valve body. A representative from Allied distributor Praxair recommended the Opening Drill adjustable boring tool. Off the shelf, the tool is available in a maximum diameter range of 2 to 5.62 inches, so the company built a custom 8-inch model specifically for Wellhead.
The Opening Drill features two diametrically opposed insert cartridges that are phased to create an overlapping cut. The cartridges are identical; the user simply selects one to cut the finish diameter, and the other becomes the inboard cartridge. After the outboard cartridge is adjusted to the finish diameter, the inboard cartridge is set to a smaller radius (the phase difference is always considered as radius, not diameter). Thus, when the tool spins, the cartridges overlap, with each removing only a portion of the total material needed to reach finish diameter. This configuration distributes cutting forces between the two insert cartridges, reducing the overall load on the spindle to allow higher metal-removal rates.
“The inserts lasted for an entire pass, so we weren’t breaking or having to change inserts at all,” Mr. Currie says.
According to the manufacturer, the tool is especially useful for low-horsepower machines such as Wellhead’s 15-hp boring mill. That’s because with high enough rpm, its multiple inserts can remove a substantial amount of material, even at low feed rates.
Mr. Currie adds that the tool solved Wellhead’s hole-straightness issues as well. The two-flute drill used to cut the hole from the raw material had a slight “walk”—that is, a tendency wobble off center and create an angled hole. However, while other tools might have a tendency to follow the angle of the hole during boring operations, the Opening Drill has no pilot mechanism for finding a center on the material. This allowed the overlapping inserts to bore straight into the material and bring the pre-drilled hole into alignment.
It took a few trial runs to find the Opening Drill’s “sweet spot.” After about a half hour of playing with speeds and feeds, however, its benefits became readily apparent. Running the tool at 125 rpm and 0.46 ipm, Wellhead could open the hole to 7.9 inches in a single pass (the company removed the remaining 0.1 inch in a separate operation to achieve desired surface finish). Cycle time was reduced to 46 minutes, saving 3.5 hours per hole and about 7 hours per part. After 10 holes, Wellhead generated a total cost savings of more than $1,500.
“It really knocked out that material in a hurry,” Mr. Currie says. “There was nothing else out there to go this big. You had to adjust boring bars or swap out the tool for each cut.














Related Content

10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read More
New Modular Tool Options for Small Spindle Milling
Tooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
Read More
How to Turn Machine Shop Downtime Into Process Expertise
To take advantage of a lull in business, JR Machine devised a week-long cutting tool event that elevated the shop’s capabilities with aerospace alloys.
Read More
All-Around Mill Improves Productivity and Cost for Valve Job
Adopting a mill with a double-negative rake and pockets compatible with multiple insert geometries enabled Progressive Metal Service to increase feed and lower scrap rates for a valve.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
