New Cutters Enable Old Mill to Handle “Crusty” Forgings
Cyber Manufacturing receives forgings with thick and abrasive oxide "crusts" that used to slash cutter insert life on its older machine. With the Ingersoll Hi-QuadXXX indexable insert face mill, the shop gets longer tool life and improved material removal rates.


This 4-inch-diameter Ingersoll Hi-QuadXXX face mill takes off more than 0.3 inch per pass to penetrate the entire oxide crust on this valve gate forging. As a result, insert edges last through a complete part involving six to eight passes. Previous tooling on this 30-plus-year-old machine needed indexing before completing even one pass.

Cyber removed the valve gate forging job (4140 steel) from a new machine to this older Kingsbury to free the new machine for more precise work.

The oxide crust on these forgings are evident in this photo.

The original Ingersoll ISO Plus face mill is shown on the left; the new Hi-QuadXXX tool is shown on the right. The bigger inserts in the new face mill enable deeper cuts. Despite the tool’s larger size, the 25-hp Kingsbury showed no sign of stalling or chatter during milling operations.
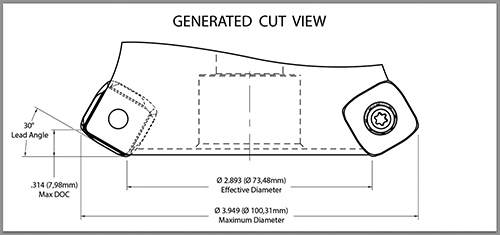
The Hi-QuadXXX face mill’s geometry with 30-degree bevel angle enables both high feeds and deep cuts.

Cyber Manufacturing president Peter Dinh (left) and Ingersoll field representative Mike Salewsky (right) teamed up to get the most out of the shop’s old Kingsbury vertical mill for the challenging rough-milling job.



It can be risky moving a punishing mainstay job to an older, looser machine. However, a shop in Houston, Texas, found that by using proper tooling, that older machine can run the job effectively and efficiently.
This was the experience of Peter Dinh, president of Cyber Manufacturing LLC. The 60-employee job shop catering to the oil and gas industry moved a challenging rough-milling job from a tight new machine tool to a more than 30-year-old Kingsbury vertical machine. Troubleshooting and changing the tools it used enabled the shop to realize a five-to-one reduction in machining time and a six-fold improvement in edge life compared to the first cutters it tried on the older machine. This led to a $100,000 annual savings in machining time and MRO costs.



The shop switched from Ingersoll’s ISO Plus face mill to the company’s Hi-QuadXXX indexable face mill. This was an unlikely choice for this particular job because the high-feed mill is usually used for fast feeds and shallow passes, but Cyber’s job requires depths of cut in the 0.3-inch range.
The job in question involves rough milling 4140 steel forgings to create large process valve gates. The job runs continuously at a volume of 500 to 750 pieces annually. The roughly rectangular parts measure 29 by 14 by 14 inches and need approximately 0.75 inch removed per side—about 609 cubic inches in all. The finished parts are used as precise sliding gates for big valves used in petroleum distribution systems. What makes the job particularly challenging is that these forgings typically come with 0.125- to 0.175-inch-thick abrasive oxide crusts that, in some cases, measure more than 0.3 inch thick.
Although Cyber initially used a new 50-hp machine for this job, the shop decided to pull the job from that machine to free it to run more precise work. Therefore, the shop purchased a 30-year-old Kingsbury that had half the horsepower and tooled it with the same face mill the previous machine had used. The job had run well enough on the other, newer machine despite the cutter’s 0.04-inch depth-of-cut limitation, which required multiple passes to get through the oxide crust and down to bare metal. However, cutting edges didn’t last even a single pass on the looser Kingsbury.
“Our 24/6 operating schedule doesn’t leave much time for error or experimentation, so we rely on Ingersoll’s Mike Salewsky for quick, practical solutions,” Mr. Dinh says. In this case, the solution literally came overnight.
Mr. Salewsky, field representative for Ingersoll, sized up the problem right away. “Those oxides eat carbide cutting edges for lunch,” he says. He knew that, to be successful, the tool had to be able to cut through the abrasive oxide with the initial pass, regardless of its depth, without overloading the machine’s spindle.
Accordingly, he recommended a 3-inch-diameter Hi-QuadXXX high-feed mill with 13-mm inserts that can remove as much as 0.25 inch per pass. “The part geometry called for a larger cutter able to go deeper, but the old Kingsbury’s weary bones and horsepower limitation suggested starting small,” he says.
Assisted by Tam Nyghen of local distributor United Tool and Supply, Mr. Salewsky delivered the new tool overnight and came in the next day to set it up for operation. After a couple of trial passes on an actual part, he and the shop staff optimized the cutting parameters to a spindle speed of 756 rpm, feed rate of 75 ipm and depth of cut of 0.2 inch. At these settings, the material removal rate more than doubled compared to what it was with the original tooling on that machine. In addition, cutting edges lasted through an entire part, including both sides and four to six complete passes. Even at these settings, the Kingsbury’s 25-hp spindle showed no signs of overload—spindle loads stayed well under 60 percent. Despite the machine’s loose frame, the operation ran quietly with no hint of hammering or chatter.
Having passed this test, Mr. Salewsky thought it worthwhile to try a larger cutter that could cut deeper and complete the process faster, especially because some of the oxide crust measured 0.3 inch or thicker.
For this next trial, he brought in a 4-inch Hi-QuadXXX mill with 19-mm inserts capable of 0.3- to 0.5-inch depths of cut. He and programmer Ken Dinh fine-tuned the parameters to 477 rpm, 50 inches per minute and a 0.3- to 0.5-inch depth of cut depending on the workpiece’s oxide thickness. At these settings, the material removal rate doubled again with no loss of edge life. Plus, some edges lasted through more than one part (six to 10 passes). “At these settings, particularly the depth of cut, the cutting edges encountered metal only and no oxide,” Mr. Salewsky explains.
Most often used for taking fast, shallow cuts, the Hi-QuadXXX face mill might seem to be an odd choice for the deep-cut application. “Each pass removes more than 0.2 inch, definitely beyond the comfort zone for a typical high-feed tool,” Mr. Salewsky explains. However, he says that the face mill is really an all-purpose tool. The cutter uses an extra-thick insert and rigid seating for durability and process security. Positive-rake geometry and a 30-degree bevel angle combine to reduce lateral cutting forces and enhance stability from entry to exit. “It’s the free-cutting geometry that enables such deep cuts without stalling or overloading the 25-hp machine,” he says.
Plus, the tough IN4005-grade Ingersoll insert is said to contribute significantly to the improved edge life. It features post-coating technology that reduces micro cracks and produces a smoother, slipperier cutting edge. This is thanks to the pressure vapor deposition (PVD) process for the aluminum oxide coating, which operates at a lower temperature than chemical vapor deposition (CVD), and is said to create a more lubricious surface and more durable bond between coating and substrate. The insert also is etched more deeply to enlarge the gripping area.
Pro forma calculations suggest that with conventional tooling, the removal rates Cyber achieved for this application would normally require a 70-hp machine. As a result of this success, Mr. Dinh says he plans to use the Ingersoll Hi-QuadXXX for more of the shop’s rough-milling operations. He is especially counting on the face mill for jobs that get a bit “crusty.”
















Related Content

Toolpath Improves Chip Management for Swiss-Type Lathes
This simple change to a Swiss-type turning machine’s toolpath can dramatically improve its ability to manage chips.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More