
Production Tooling In A Day
Producing rapid tooling by means of an additive process is an idea that many mold and die shops are aware of but few are using. The majority of shops instead rely solely on proven, subtractive processes such as milling and EDM.




The surface of an oil pump is modified by Direct Metal Deposition, a laser-based, additive process. The laser bonds new metal to the art, leaving no discernable difference between the original part and the added material.
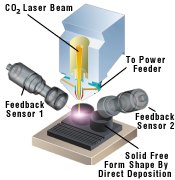
This diagram illustrates the basic components of the Direct Metal Deposition machine, which has the capability to build up molds and dies, used by The POM Group. The closed loop optical feedback system on each side allows the company to run its machines unattended.
Producing "rapid tooling" by means of an additive process is an idea that many mold and die shops are aware of but few are using. The majority of shops instead rely solely on proven, subtractive processes such as milling and EDM. However, with the introduction of a new process capable of making usable molds and dies in a day, at least one company means to clear some of the obstacles that have prevented shops from buying into rapid tooling before.
The POM (Precision Optical Manufacturing) Group of Plymouth, Michigan, makes tooling using Direct Metal Deposition, a process that builds up a mold or die with a laser. The beam bonds metal strategically injected into a melt pool, which begins as powdered metal. This is different from other rapid tooling approaches that produce shorter-run "bridge tooling" because the properties of tooling created via deposition are very similar to what they would be if the tool had been machined from a solid block.



POM has offered Direct Metal Deposition (DMD) commercially since 1998 for applications such as tooling repair, refurbishment, surface modification and coating, but the company only began marketing its ability to produce production-intent tooling, called "DirecTool," in 2000. A handful of other companies are marketing the technology, and one is already selling machines that perform a similar process but do not feature the closed loop optical feedback system that allows POM—a service provider—to run its own machines unattended. POM, as an original equipment manufacturer, says it will be selling DMD machines to shops by late 2001.
Growing The Part
Most tooling designs are submitted to POM via the Internet, and the company uses the CAD file as an exact model from which to build the tooling. The company formats the CAD file with software that slices the drawing in the Z axis at a width as low as 0.015 inch per slice. The width of each slice can vary based on the final tooling geometry and size. From there, the 3D CAD slices are built into CNC software code, the code is downloaded into the DMD machine, and the tooling is ready to be built.
Some shops use laser technology to cut metal. The POM Group uses lasers to build it. The DMD machine technology relies on a carbon dioxide laser beam mounted on a CNC gantry that is moveable 24 inches each way in the X, Y and Z axes. The laser "draws" the part, layer by layer, as it rises vertically over a metal melt pool. The melt pool initially is created as the laser is directed onto a small metal workpiece to form the molten start of the tooling, and then a feeder deposits powdered metal into the area for the laser to draw with. The melt pool expands, cools and rapidly solidifies, a process called ""growing the part" by Chuck Azzopardi, POM's senior injection molding manager.
The result is a mold or die with tool life, strength and heat resistance comparable to tooling produced by regular machining methods. Steels available for deposition through DMD include P20 and H13, plus 316SS, 420SS and other stainless steels.
A Prototype That Works
The DirecTool process offers short lead times, even compared to other additive processes. "The primary way that we save time is we can begin deposition immediately, as soon as CAD is ready," says Mr. Azzopardi. A CAD file can be turned into production tooling in a time span of 24 hours, regardless of the complexity of the design.
Mr. Azzopardi cites other advantages as well.
- First stage tooling—The production tooling comes first, and it also can be used as a prototype.
- Design change flexibility—Material can be seamlessly added to the tooling by DMD without leaving an interface boundary, unlike welding extra stock onto a machined mold.
- Suitability for complex designs—The process works the same without regard for size or complexity. The maximum worktable load capacity is 5,000 pounds, and the machine can accommodate tools larger than its travels of 78 square inches.
However, the tooling will require some final finishing, since a material envelope between 0.007 inch to 0.010 inch thick remains after DMD. The excess material can be removed with any typical machining method to achieve the desired net shape and surface finish for the tooling.











Read Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More