
Retooling Improves Rough-Milling Operation, Saves Money
McGill Machine Works' rough-milling operation was destroying its cutting inserts. Ingersoll's Di-Pos Hexa high-performance face mill improved tool life and throughput.


McGill Machine Works improved rough milling on difficult D-2 stock with new Ingersoll Di-Pos Hexa face mills. Tool life improved, throughput rose 80 percent, and operation runs more quietly and without the mess of cutting fluids.

This free-cutting Ingersoll Di-Pos Hexa face mill cuts beneath the metal’s hardened skin, generating uniform chips that carry machining heat away from both the tool and the workpiece. An advanced coating reduces friction and insulates the insert substrate from overheating.

Note the insert’s free-cutting geometry, which the company says is rare on two-sided inserts, and the large gutters in the cutter to facilitate increased depths of cut.
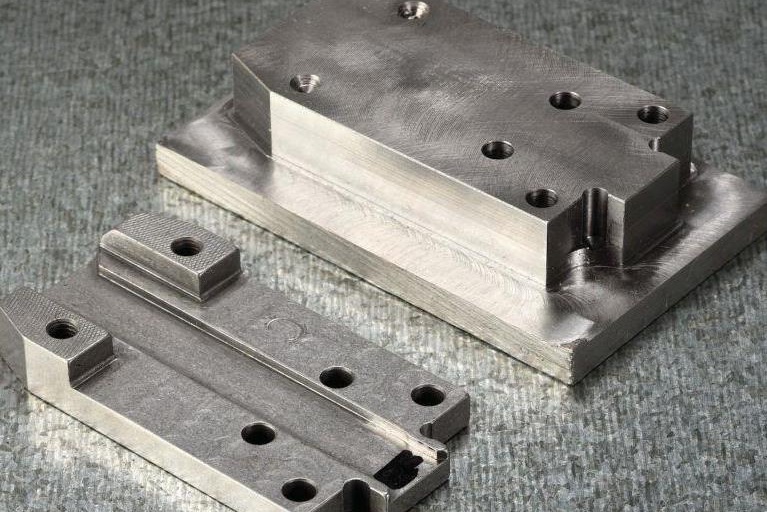
This before-and-after photo shows the feedstock versus the finished part. The roughing operation removes more than half the original workpiece weight.



Insert rupture is devastating to productivity, especially under the pressure of a recently doubled order. Rich Bauer, manufacturing coordinator at McGill Machine Works in Schaumburg, Illinois, was confronted with this issue during a rough-milling application. However, by retooling with new inserts from Ingersoll Cutting Tools (Rockford, Illinois), he says he now achieves eight times the tool life of the previous inserts plus an 80 percent boost in throughput.
Working in a 10-employee machine and fabrication shop that runs 22 hours a day, five days a week, Mr. Bauer was tasked with rough-milling a high-chrome, D-2-wrought stock piece that serves as a wear part in a nail-gun mechanism. The roughly rectangular finished part measures 2.5 inches long by 1.25 inches wide and 0.350 inch thick, with a stepdown to 0.194 inch. More than half of the blank’s original weight is reduced to chips in a roughing operation that includes facing and square-shoulder step milling. This operation accounts for 80 percent of total machining time. Following that are drilling, slotting, and finally, radiusing to eliminate stress-raiser corners. The part is then heat treated to 60-62 HRC and oxide coated.



Although Mr. Bauer was initially using inserts that were designed for high-chrome steels, he says he was lucky to get as many as five pieces out of them before they shattered. He tried easing back the material-removal rate, but that made little difference. He says it took 51 minutes to complete the roughing when running the part on a Kia vx 500 CNC vertical machining center using a 2-inch-diameter, four-pitch face mill and settings of 625 sfm, 10 ipm and 0.050-inch depth of cut (DOC) using synthetic coolant. Under those conditions—or even when slowed down—inserts usually popped every fourth or fifth piece. Increasing the DOC led to chip clogging. The process often generated a pounding sound and created powdery chips characteristic of hard-part machining.
“Catastrophic tool failure was our main problem, but we were looking to boost throughput as well,” Mr. Bauer says.
The impetus of change began with a promotional email from Ingersoll introducing its new Di-Pos Hexa high-performance face mill. After calling field representative Jarett Johnson for a trial, Mr. Bauer had a new tool in hand, along with recommended parameters and advice to turn off the coolant.
Mr. Bauer says he was too busy to try the new cutter right away, but he did so a couple days later using the supplied parameters. Although Mr. Johnson and Mike Toleman, his distributor at Quality Tools and Abrasives, offered to assist, he says it was so simple a retooling that he did not need much hand-holding.
For the trial, he dialed in Mr. Johnson’s recommended parameters and followed his advice to turn off the coolant. The settings for a 2-inch-diameter, six-pitch Di-Pos Hexa were 500 sfm, 40 ipm and 0.075-inch DOC. They led to a 28-minute cycle time and six-times-longer insert life. Surface finish came out well within the 30- to 60-microinch spec. Despite the higher removal rate, the spindle load meter rarely topped 50 percent and the operation ran more quietly. Uniform C-shaped chips were produced, indicating a very free-cutting action.
“Running dry on such a punishing material may seem counterintuitive, but cutting fluids can often create thermal shock that can crack the coatings on today’s high-performance inserts,” Mr. Johnson says. “Moreover, the Di-Pos Hexa tool is so much cooler running that cutting fluids are not needed in the first place.”
After some experimenting, Mr. Bauer backed off the feed to achieve a 25-microinch finish, settling at 20 ipm and leaving everything else the same. That change increased cycle time to 39 minutes, which was still 25 percent better than before. Tool life also increased—the shop is now getting the same life out of one tool that it previously got out of eight. These became McGill’s standard parameters for the job. Now, rupture is a thing of the past. Instead, the company experiences a failure mode of gradual flank wear, making the process more secure, Mr. Bauer says.
“Floor-to-floor time has improved even more because of the reduced tool-servicing downtime,” he says. “We get more than an entire shift out of a set of edges and never get a rupture.” He estimates that the retooling is saving McGill about $10,000 a year from all sources.
Several key factors contribute to the Di-Pos Hexa’s improved performance on D-2, despite the material’s proclivity to heat hardening. “First, the inserts have positive rakes both axially and radially,” Mr. Johnson says. “The cutting action is more cleaving than scraping, which knocks down cutting forces and resulting heat.”
The second factor is an advanced coating that reduces friction and insulates the insert substrate from machining heat. “The coating diverts machining heat into the chip as it is flung away from the cutting zone, leaving the tool and workpiece cooler,” Mr. Johnson says. “On average, over hundreds of applications, the coating has improved insert performance 35 percent, even on difficult materials.”
Other features of the Di-Pos Hexa are thick inserts and large gutters in the cutter body, which together enable cuts as deep as 0.230 inch without chip clogging. “Higher cutting depths are especially important on heat-hardening-prone materials such as D-2,” Mr. Johnson says. “Unless the cutting edge reaches beneath the hardened surface and into the softer material right away, you are doing hard-part machining whether you realize it or not.”
McGill turned out to be one of the first users of the Ingersoll Di-Pos Hexa. The tooling company introduced it recently for square-shoulder milling and aggressive ramping at depths ranging to 0.230 inch. Though the inserts are two-sided, the cutting edges are positive-rake both axially and radially.
To keep the shop running, distributor Quality Tools and Abrasives keeps an on-site vending machine stocked with all the inserts the company uses. Ingersoll inserts represent about three-quarters of McGill’s insert purchases.












Related Content

Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
Tungaloy Expands Line of Barrel-Shaped End Mills
The new SolidMeister barrel end mills are efficient tools for complex 3D-surfacing operations used in mold making, orthopedic implants and the machining of other freeform surfaces.
Read More
All-Around Mill Improves Productivity and Cost for Valve Job
Adopting a mill with a double-negative rake and pockets compatible with multiple insert geometries enabled Progressive Metal Service to increase feed and lower scrap rates for a valve.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More