
Rough Boring Tool Cuts Challenging Material, Time in Aerospace Application
By using Sandvik Coromant's DuoBore 821D rough boring tool, Excelco/Newbrook Inc. increased feed rates and saved shop production time cutting Nitronic 40 for aerospace work.

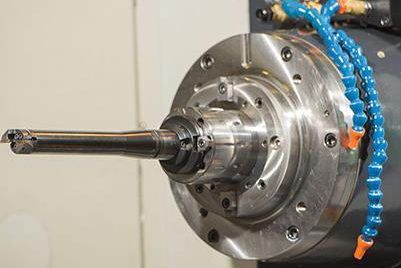
Instead of using the obvious choice of a CoroBore 825 fine- boring system, Sandvik’s Christian Waggoner suggested using the DuoBore 821D rough boring tool, but with a twist—the two inserts would cut at the same diameter to lend cutting stability and cancel potential vibration.
The most difficult operation was drilling 50 flat-bottom holes measuring 1.9 inches in diameter by 6 inches deep, situated around the periphery of the workpiece. Each of the holes breaks into a matching slot milled through the part’s OD, forming an outward–facing-C shape.

The boring tool sticks out around 11 inches from the spindle face, so reducing vibration during the boring process was critical.

Machinists Dale Penkaty and Troy Dorman operate the Doosan Infracore DBC 130 horizontal boring machine where the closure head was machined. With Sandvik’s tooling, the men could complete a part in a single shift, a 90 percent time savings compared to the previous process.



In high-stakes aerospace applications in which a nearly complete workpiece is worth more than a decent-sized home in virtually any suburb, tooling can be critical to a shop’s success. Excelco/Newbrook Inc. (ENI) of Silver Creek, New York, was at a crucial juncture, having tried every boring solution it could think of, when it called in cutting tool supplier Sandvik Coromant (Fair Lawn, New Jersey). Using the company’s rough boring tool, ENI says it was able to double its feed rate and finish the part 90 percent quicker than it could with its original process.
In business since 1947, ENI fabricates complex aerospace and defense equipment for clients such as Lockheed Martin, Boeing, Northrop Grumman and General Dynamics. It specializes in titanium, Inconel, Hastelloy and other metals equally difficult to machine. Much of this equipment is deployed in such critical-use applications as nuclear propulsion systems, undersea systems, and deep-space equipment, and all are made to demanding requirements.



At first glance, the shop floor might appear fairly typical, even though most of its equipment is large: a handful of boring mills, one of which is big enough to machine a semitrailer; lathes capable of turning shafts 6 feet in diameter and nearly three times that in length; a flying-bridge waterjet; an assortment of high-tech welding equipment; and a number of super-sized CMMs and 3D gaging arms to measure the shop’s output.
Despite these capabilities, ENI recently ran up against a job that tested the shop’s machining mettle—a large, precision closure head in excess of 70 inches in diameter and 18 inches thick made of Nitronic 40, a very challenging material to machine. The high-strength, corrosion-resistant stainless steel is typically used in chemical processing, nuclear-containment systems and a variety of aircraft engine components. According to the American Steel and Iron Institute (AISI), this stubborn superalloy carries a machinability rating of 22—comparable to Waspaloy or Nickel 600, and far tougher than most 300-series stainless steels. According to ENI, it requires a heavy feed and rigid tooling, and it will work-harden if you give it half a chance. In short, Nitronic 40 is a real bear to cut.
Operating a Doosan Infracore DBC 130 horizontal boring machine, machinists Dale Penkaty and Troy Dorman spent weeks working across two shifts to get the closure-head parts completed. One operation in particular posed a significant production challenge: boring a series of 50 flat-bottom holes measuring 1.9 inches in diameter by 6 inches deep, situated around the periphery of the workpiece—like holes drilled in the face of a giant soup can.
Each of the holes breaks into a matching slot milled through the part’s outer diameter, forming an outward-facing-C shape that makes for a severely interrupted cut. Worse, the hole tolerance is +0.002/-0.000 inch on the diameter, with true position accuracy within 0.010 inch. It was enough to keep any seasoned machinist awake at night, Mr. Penkaty and Mr. Dorman say, and they were no exception. “You’re not working with much tolerance, and with that kind of material, there’s no room for a mistake.”
The operation took 80 hours per part. Each hole was roughed out with a spade drill, followed by a modified drill to flatten the bottom of the hole and successive passes with a boring bar prior to milling the slot. “Because of the hole depth, we had a lot of problems with taper,” says programmer Dan Kreamer. “Also, there’s a boss at the top of the hole we have to work around, so the boring tool sticks out around 11 inches from the spindle face. Everything works against us on this part.”
Once the slot was milled, a final boring pass was needed to bring the hole to its final diameter. Boring can be a challenge under the best machining conditions, especially with blind holes. The chips tend to pile up in front of the tool, and hitting the bottom of the hole can spell disaster. The closure head took boring to a new level of difficulty—between the interrupted cuts and the Nitronic’s poor machinability, ENI’s machinists were forced to index the finishing insert after every hole. This meant they had to back off the boring head, take a test cut, measure and adjust until the correct diameter was achieved.
At this point in the machining process, the workpiece was nearly complete, but with the production backlog mounting behind this stalled job, ENI’s production crew knew they had to find a better boring solution. They tried different carbide grades and insert geometries, a range of feeds and speeds, larger and smaller nose radii, but nothing worked.
Mr. Kreamer suggested they give Sandvik Coromant a call. The team had worked with Sandvik’s Christian Waggoner in the past and, based on his recommendations, were having good luck on a similar, yet smaller, application.
Mr. Waggoner visited the facility, observed the machining operation and spoke with the machinists. Considering the part tolerance, conventional logic said he should recommend a CoroBore 825 fine-boring system. With the ability to adjust boring diameter in increments of 0.002 mm (0.00008 inch), a cartridge-style insert and a system size range to handle most anything ENI could throw at it, the 825 should have been the tool of choice, and would have surely provided the accuracy and repeatability needed to complete the holes in a reasonable amount of time.
But that’s not what he did. The problem, he explains, is the interrupted cut. With the 825’s single insert, every rotation of the spindle takes the insert in and out of the cut, creating harmonics and tool vibration sure to destroy even the best of carbides. Given the interrupted nature of the cut, and considering the need to bore 50 holes per workpiece, Mr. Waggoner decided to take a different approach and recommend the DuoBore 821D rough boring tool.
Designed as a roughing tool, the 821D carries two cutting inserts, each 180 degrees apart. Under normal use, one of those inserts is set to a slightly smaller diameter than the other and shimmed to sit a few thousands ahead, thus creating a step-boring effect at twice the feed rate of a single-edge boring tool. Mr. Waggoner knew that if he could set the two inserts to cut at the same diameter, each would lend stability to the other when it swung out of the cut, thus canceling any potential vibration. Also, because the 821D utilizes Sandvik Coromant’s Silent Tool boring-bar shank, the harmonics generated by the interrupted cut and extended-reach application would be canceled.
He says it took some finagling, but Mr. Waggoner worked with ENI’s machinists to set up a test fixture and map out a process to set the tool. With fingers crossed, the team took the first cut. The results were astounding, Mr. Kreamer says. “You have to be careful when you set the tool, because the cut needs to be perfectly balanced. Even so, we finished the first part in a single shift, a 90-percent time savings over the previous process,” he says. In addition, they no longer have to index the insert after every hole. Instead of 50 insert tips per part, ENI now uses five to six, with minimal test cutting. “The tool is exactly where we expect it to be, every time,” Mr. Kreamer says.
The collaborative problem-solving of both the production team and Mr. Waggoner helped the company create a sound machining process, reducing the shop’s backlog by nearly one month.
















Related Content

How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
Read More
All-Around Mill Improves Productivity and Cost for Valve Job
Adopting a mill with a double-negative rake and pockets compatible with multiple insert geometries enabled Progressive Metal Service to increase feed and lower scrap rates for a valve.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More