
Shop Applies App to Adopt CNC Technology Faster
A custom machine-operating and automatic program-generating app has helped racing parts maker Moser Engineering quickly reap the benefits of CNC machining even though nobody there had any prior experience with it.
.jpg;width=70;height=70;mode=crop;format=webp)

Moser Engineering’s axles and related rear-end components are used by a number of race car teams worldwide, including the company’s own multi-car team.

By keeping a large inventory of axle cores in-house to finish machine, Moser is able to offer two-day turnaround of custom axles for its customers. CNC technology has improved how efficiently it can perform that type of machining work.

The app’s intuitive GUI leads operators through the selection of all axle features for any given job.

That information is included on the order form that accompanies each pair of axles. Afterwards, the app automatically generates the appropriate machining code for that particular job.
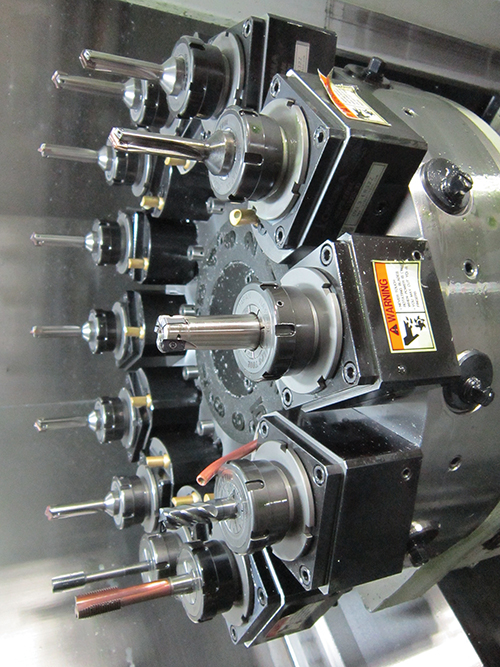
The turning center Moser purchased performs no turning work. Instead, the company uses the machine’s 12 live-tooling stations to drill bolt holes and mill star-flange features for jobs that call for it.

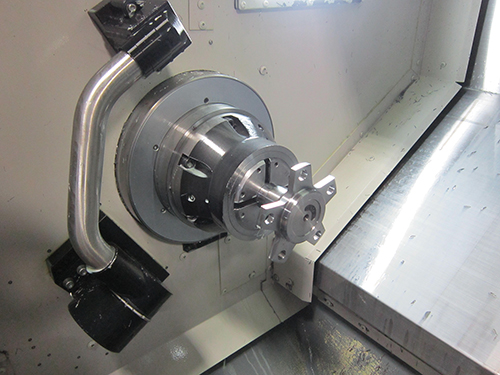
The machine is fitted with a Hardinge quick-change collet chuck to enable fast change-overs to different axle shaft diameters using easily installed collets.

While a job is running, operators can pull up a load-monitoring screen to keep an eye on spindle load (thus, tool condition) while a tool is cutting.

Operators can also view a simulation screen that graphically shows the operation in process so they know if there’s time to leave the machine to perform other tasks.
This completed star-pattern axle flange with five bolt holes takes 7 minutes to complete, compared with 30 minutes using the previous machining method.
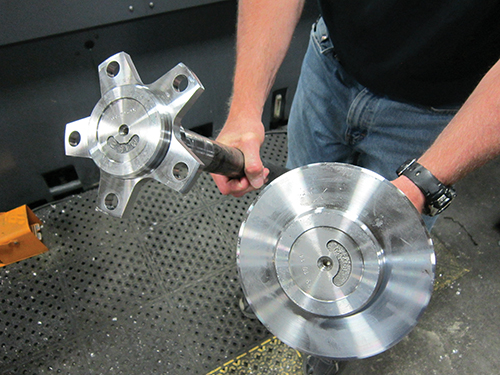
The machined appearance of the flange is much better than the previous method, too, which ran a V-shaped cutter down each side of the five star arms.



Moser Engineering is well-known in automotive racing circles. Founded in 1982 by the late Greg Moser, the Portland, Indiana, company manufactures axles and rear-end components for drag-racing and circle-track applications, as well as for performance street cars.
Moser has made a name for itself with its two-day turnaround of custom-machined axles. The company continues to machine and spline-cut the forged axle cores it keeps in stock (that have already been turned and heat-treated by sister company Performance Tool). It largely uses custom, manual equipment Mr. Moser developed years ago, but things have started to change on its shop floor.



The company’s product line has expanded a great deal over the years, while it still guarantees two-day turnaround of custom axles. These factors have led to increased employee overtime to meet that type of tight schedule along with continued maintenance and repair of its dedicated machining equipment. These are a couple of the reasons why Jeff Geesaman was brought onboard last year as company production manager. Mr. Geesaman had worked at Moser for five years as a sales technician, but left the company 15 years ago to apply his mechanical engineering degree at another manufacturing business. When he returned, Rob Moser, son of Greg and company co-founder Marianne, asked him to evaluate the company’s existing manufacturing processes to identify potential areas of improvement. Mr. Geesaman realized that CNC technology might lead to efficiencies in drilling axle bolt holes and milling the company’s signature star-shaped axle flanges. However, nobody there, including himself, had any experience running a CNC machine, let alone programming one.
Still, the company made the leap into CNC technology last year by purchasing a turning center to perform those flange-machining operations. The key to getting ramped up on the technology, and what ultimately sold Moser on the machine it purchased, was a custom programming and operating app created by Aaron King, applications engineer for machine tool distributor Gosiger Inc. The app enables a person with no CNC experience to input a handful of specifications for a given axle order via the machine’s touchscreen control and then hit a button to automatically generate the machining code for that job. After that, it’s just a matter of fixturing an axle core in the machine and hitting cycle start.
For Moser, the custom app was essential in enabling it to reap the benefits of CNC technology faster than it otherwise would have. For Mr. King, this app development “experiment” took him into unchartered waters, as he’d never created such a comprehensive app before. That said, the results speak volumes for both parties, with Moser having the courage to dive head-first into CNC technology and Mr. King having the ambition to generate an intuitive yet powerful app that’s likely the first of its kind.
Settling on a Machining Platform
Moser Engineering started in Greg Moser’s garage where he first shortened and re-splined a pair of axles and narrowed a rear-end housing to accommodate wider tires for his own drag racing car. He soon discovered that other racers were in need of this service, so he began advertising this capability and perfecting the spline-machining process that the company still uses today. In fact, Moser has sold more than 250,000 custom axles in just the last five years, which gives you a sense of how demand continues for these vital drivetrain components.
Spline cutting offers advantages over spline rolling, Mr. Geesaman explains. The pressure of a rolling operation tends to push material out and cause the OD of the spline to become bigger than that of axle shaft. With cutting, the shaft and spline ODs are identical, ensuring complete axle spline engagement with the mating rear-end center section while making axle installation easier.
Although Moser’s existing spline-machining process using three custom machines with rotary indexers remains effective, Mr. Geesaman felt a CNC machine would enable the company to more efficiently machine axle flanges compared to the existing manual equipment. Once given the green light from ownership, he and his team considered a couple of options. One, which proved unviable, was to use a VMC. This would require drilling a hole in the milling machine’s table to accommodate the axle shaft and enable the flange to be positioned a few inches above the table. The other option that made more sense was using a turning center (even though it would perform no turning work) and inserting the axle through the chuck and inside the machine’s draw tube, clamping it so there’s a gap between the face of the chuck and the back of the flange.
While this strategy was more effective, especially from a workholding perspective, there still was the issue of programming. Dave Werblo, a Gosiger sales engineer working with Moser on this project, says what ultimately sold the company on an Okuma GENOS L300E-M turning center with live tooling at each of its 12 turret stations was the willingness of Mr. King to develop a custom programming app to enable anyone at Moser to effectively machine axle flanges with any possible combination of available features, even if a person had no CNC machining experience.
Anatomy of an App
The open architecture of the Okuma THINC-OSP control on the turning center makes it possible to easily download an app to the CNC. (In fact, a number of more general apps created by Okuma’s engineering staff, its distributors’ engineers and customers are available at its new app store at myokuma.com.) In developing Moser’s custom app, Mr. King worked closely with the company so the app could automatically create part programs for any of the estimated 40,000 axle feature combinations that were possible. He says even the most difficult combination of features still only requires 17 button touches to develop the complete part program.
Examples of the app’s graphical user interface (GUI) are shown on page 92. Mr. King says he developed it to look and function like any basic smartphone app, using big buttons and large touchscreen areas to minimize “fat-fingering” errors. Once it was completed, Mr. Geesaman knew the app would be a viable machine operating solution after he handed an axle order sheet to his 15-year-old son, who had no machining experience, and then had him input all necessary job information into the app on the CNC, fixture an axle core and then hit cycle start to successfully machine it.
The app is accessed from the CNC’s main screen. Its intuitive GUI leads an operator through the selection of all axle features for any given job, with information included on the axle order sheet that accompanies each pair of axles. For example, after the number of bolt holes is chosen (which ranges from four to eight), a new window is highlighted asking the operator to choose the bolt circle diameter, whether the holes are to be smooth (for press-in studs) or threaded (for screw-in studs), and the hole diameter. Operators can also select options such as a double hole pattern, star flange, lightening holes (five 1.25-inch holes) and access holes (common on street axles to enable access to axle bearing retaining nuts).
One important app feature is automatic disabling of options that aren’t possible once a given feature is selected. For instance, because a star flange pattern must have five bolt holes, all other hole-number options are disabled when the star pattern is selected, as are other features that are no longer possible, such as access holes, lightening holes and double hole pattern. Plus, only tools that are currently installed in the machine’s turret are shown in green and can be selected (common drill diameters, for instance). Once all the information for a new pair of axles is entered, the operator hits a button to automatically generate the machining code and overwrite the program created for the previous job.
The turning center features a Hardinge quick-change collet chuck. This enables collets to be easily swapped out to accommodate any of the company’s four primary axle shaft diameters with no need to change the flange face’s zero position. During axle installation, the operator fits a spacer block between the collet and back side of the flange so the flange extends out of the spindle face at essentially the same distance each time. The precision of that gap isn’t all that critical though, because each program is set up so that tools begin drilling and machining operations 0.1 inch away from the expected flange face location to account for any fixturing variances. Moser can live with operations that begin with a little bit of air cutting to prevent a possible crash.
Once a job is running, an operator can call up a load-monitoring screen to keep an eye on spindle load while a tool is cutting. If the spindle load exceeds a pre-limit (shown as a yellow line) for more than 0.4 second, the machine will trigger its yellow andon light but continue the operation. If the load exceeds the red upper absolute limit, the machine will automatically shut down. Operators can also call up a simulation screen that graphically shows the operation in process as well as how much time is left until completion so they know if there’s time to leave the machine to perform some other tasks.
Axle Production
Moser machines 100 to 150 pairs of custom axles per day in addition to axles that are part of larger blanket orders for big auto aftermarket retailers. A shift of employees that works 11:00 a.m. to 7:00 p.m. pulls cores for axles orders that have come in that day and marks and cuts them to length, performs center drilling and flange facing, then places them in job carts for further flange machining on the turning center. The flange-machining operations, including bolt-hole drilling, are also performed during this shift, which is necessary because the indexers on the spline-cutting machines insert a pin into one of these holes for proper spline location around the shaft. The morning shift that arrives at 6:00 a.m. the following day finishes the axles by performing spline machining and any other necessary operations. This is how Moser can machine, package and deliver a pair of axles to customers by early afternoon the day after an order is placed.
Tooling Upgrades
Although the programming is now locked in, Moser still considers ways to improve its axle flange-machining process. For example, Mr. Geesaman says the bolt-hole-drilling operations have been improved using indexable-insert Super Cobalt drills from Allied Machine that feature the AM200 coating. A commonly used 0.453-inch drill can create five holes in 30 seconds while lasting twice as long as the carbide-tipped drills Moser previously used.
The company has also improved its star-pattern machining operation using a five-flute end mill from Fullerton in concert with a high-feed Esprit Profitmilling toolpath approach from DP Technology. This required an axis conversion to change the X-Y interpolation that a VMC would use to X-C interpolation for the turning center that is carried out at 250 ipm. As a result, cycle time for drilling bolt holes and a star flange is 7 minutes, compared with 30 minutes with the previous manual process. That process required drilling five pilot holes between each star arm on a manual machine and then using a V-shaped cutter down either side of each of the star arms to remove the remaining material. The high-feed end milling operation also leaves behind a better flange surface finish, resulting in a product that looks even more appealing to its customers.
Mr. Geesaman sought to further improve the cycle time required to machine access holes, too. When Scott Shomo from J&B, a nearby cutting tool distributor, saw the application, he suggested eliminating the initial 0.671-inch drilling operation (which was followed by circular interpolation using an end mill) and instead using a Tungaloy Duofeed mini and a helical interpolation tool path to create the hole. This method enabled a single tool to create an access hole in 15 seconds.
Of course, new tools require speed and feed changes to be made to the app. To do that, users simply click on the Moser logo on the main app page to bring up a window to input and save those changes.
Additional App Opportunities Out There?
This type of operating- and automated-program-generating solution is not appropriate for all machine shop scenarios. For example, it likely wouldn’t make sense for a job shop to create apps for every small-batch job it runs. However, it might be an option for manufacturers such as Moser that have standard product lines and run high volumes of the same parts, or perhaps a manufacturer that has parts that share a common geometry but are available in a number of variations (like Moser’s axles). It might also be suitable for a contract shop that sees a lot of repeat work. An operating option using an app could enable any of those manufacturers to have less experienced machine operators tend to those jobs while more experienced personnel can be deployed to handle more complex work.
As for Moser, its increasing experience with CNC technology has it looking to other ways it might possibly leverage this technology. Before teaching Mr. Geesaman and other Moser employees how to use the app, Mr. King first showed them the basics of traditional G-code programming and CNC basics. Moser is now building upon that knowledge and recently purchased a Haas TL-1 toolroom lathe to possibly perform select operations such as turning “button” features on the end of popular C-clip axles. It’s also possible that increasing knowledge of CNC technology and its capabilities might lead it to use its existing CNC capacity for additional work to replace manual operations or add more CNC equipment for that same reason at some point down the road.
















Related Content

Swiss-Type Control Uses CNC Data to Improve Efficiency
Advanced controls for Swiss-type CNC lathes uses machine data to prevent tool collisions, saving setup time and scrap costs.
Read More
7 CNC Parameters You Should Know
Parameters tell the CNC every little detail about the specific machine tool being used, and how all CNC features and functions are to be utilized.
Read More
Tips for Designing CNC Programs That Help Operators
The way a G-code program is formatted directly affects the productivity of the CNC people who use them. Design CNC programs that make CNC setup people and operators’ jobs easier.
Read More
From Tradition to Transformation: Century-Old Manual Machine Shop Adds CNCs
After 122 years of working with manual mills and lathes, this fifth-generation shop acquired assets of a local CNC machining business and hired the owner. Here’s how it’s going a year later.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More